
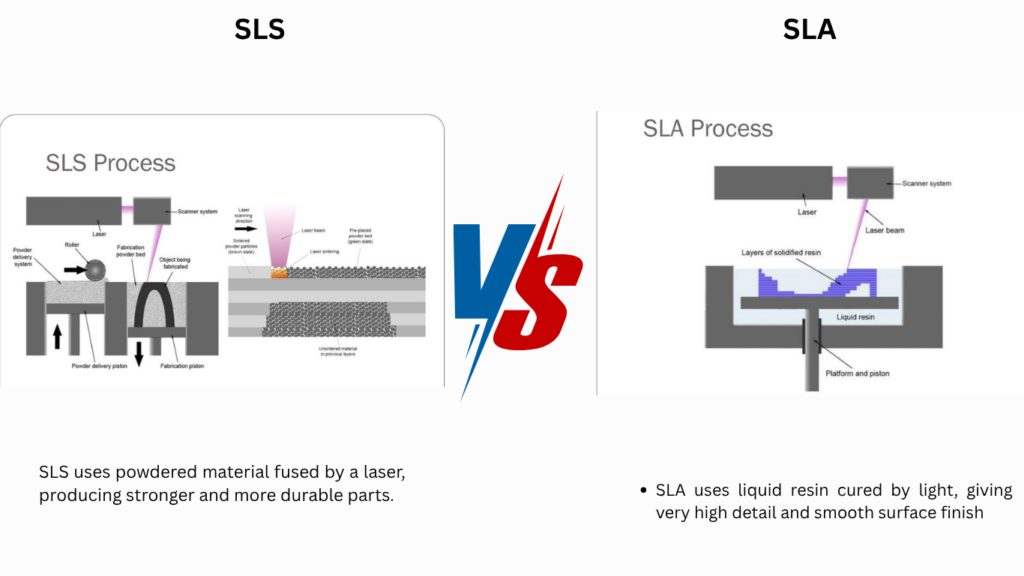
SLA uses liquid resin cured by light, giving very high detail and smooth surface finish.
SLS uses powdered material fused by a laser, producing stronger and more durable parts.
SLA is best for precision models, while SLS is better for functional, industrial components.
In this article:
SLS vs SLA
SLS (Selective Laser Sintering) and SLA (Stereolithography) are both high-precision additive manufacturing technologies, but they differ greatly in material, process, strength, and applications.
1. Basic Definition
SLS (Selective Laser Sintering)
- Uses a laser to sinter (fuse) powdered material
- Powder particles are heated until they bond together layer by layer
👉 Mainly used for strong functional parts
SLA (Stereolithography)
- Uses a UV laser/light to cure liquid resin
- Resin hardens layer by layer through photopolymerization
👉 Mainly used for high-detail and smooth surface parts
2. Working Principle
SLS
- Powder bed is spread
- Laser selectively fuses powder
- New layer of powder is added
- Process repeats
👉 No support structures needed
SLA
- Liquid resin is exposed to UV light
- Light cures specific areas
- Build platform moves
- Supports are required
3. Materials Used
| Technology | Material |
|---|---|
| SLS | Nylon (PA), polymer powders, sometimes metal powders |
| SLA | Photopolymer liquid resins |
4. Strength of Printed Parts
SLS (Stronger)
- Strong, functional parts
- Isotropic strength (equal in all directions)
- Good mechanical durability
SLA (Weaker)
- Brittle materials
- Can crack under stress
- Not ideal for load-bearing parts
5. Surface Finish
SLA (Best)
- Very smooth surface
- High resolution details
SLS
- Slightly rough or grainy surface
- Powder texture visible
6. Accuracy & Detail
| Feature | SLA | SLS |
|---|---|---|
| Fine detail | ⭐⭐⭐⭐⭐ (very high) | ⭐⭐⭐⭐ |
| Resolution | Very high | High |
👉 SLA is better for micro-details
7. Support Structures
| Technology | Supports needed |
|---|---|
| SLA | Yes |
| SLS | ❌ No (powder supports part) |
8. Complexity of Geometry
SLS (Better)
- Can print complex geometries
- No support constraints
- Internal channels possible
SLA
- Needs supports for overhangs
- Limited by resin drainage and support removal
9. Cost Comparison
| Technology | Cost |
|---|---|
| SLA | Medium |
| SLS | Very high (industrial level) |
10. Speed
SLS
- Faster for batch production
- Entire powder bed can be used
SLA
- Fast for small detailed parts
- Slower for large prints
11. Applications
SLS Applications
- Aerospace parts ✈️
- Automotive components 🚗
- Functional engineering parts
- End-use production parts
SLA Applications
- Dental models 🦷
- Jewelry 💍
- Medical prototypes
- High-detail miniatures
12. Summary Table
| Feature | SLA | SLS |
|---|---|---|
| Material | Resin | Powder (Nylon etc.) |
| Strength | Low–medium | High |
| Accuracy | Very high | High |
| Surface finish | Smooth | Medium |
| Supports | Required | Not required |
| Cost | Medium | Very high |
| Best use | Detail models | Functional parts |
Summary:
SLA = Best for precision and smooth finish
SLS = Best for strength and functional engineering parts
Conclusion:
SLA uses UV light to cure liquid resin and provides very high accuracy and smooth surface finish but produces brittle parts. SLS uses a laser to sinter powdered material, producing strong and durable parts without support structures. Therefore, SLA is preferred for detailed models, while SLS is preferred for functional industrial components.
Other courses:


