
In manufacturing, a core is a shaped insert placed inside a mould to form hollow sections or cavities in a casting. It ensures the final product has the desired internal shape and features.
In this article:
Core in Manufacturing Process
In the manufacturing process, particularly in casting, a core is a pre-shaped insert placed inside a mould to create internal cavities, holes, or hollow sections in the final product.
Cores are typically made of sand and are essential for producing complex internal features that cannot be formed by the mould alone.
1. Definition of Core
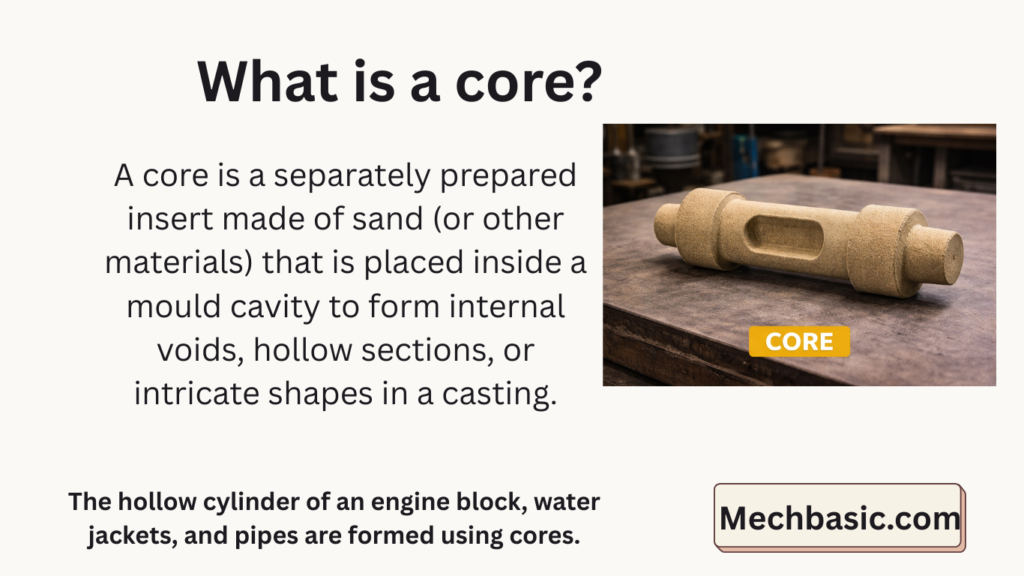
A core is a separately prepared insert made of sand (or other materials) that is placed inside a mould cavity to form internal voids, hollow sections, or intricate shapes in a casting.
- It is not part of the main pattern but is inserted into the mould before pouring metal.
- After solidification, the core is removed to leave the desired cavity.
Example: The hollow cylinder of an engine block, water jackets, and pipes are formed using cores.
2. Purpose / Functions of a Core
- Forms Internal Cavities
- Creates holes, recesses, and channels in the casting.
- Reduces Weight
- Hollow castings use less metal.
- Saves Material
- Prevents solid metal in areas where only hollow sections are needed.
- Enables Complex Design
- Cores allow castings with intricate shapes that cannot be made by the pattern alone.
- Improves Cooling and Solidification
- Hollow sections help control cooling rates.
3. Materials Used for Cores
- Sand (most common)
- Silica sand mixed with clay, water, or other binders.
- Binders
- Clay (green sand cores)
- Resin (shell cores)
- Oil or chemical binders
- Additives
- Talc, powdered coal, or other agents to prevent sticking to the mould.
4. Types of Cores
Cores can be classified based on position, manufacturing method, or purpose.
A. Based on Position
- Horizontal Core – Placed horizontally in the mould.
- Vertical Core – Placed vertically in the mould.
- Hanging Core – Suspended from the top, supported by chaplets.
- Drop Core – Inserted after the mould is made.
- Balanced Core – Supported on both sides to prevent displacement.
B. Based on Manufacturing / Strength
- Green Sand Core – Made with unbaked sand; weak, used for simple castings.
- Dry Sand Core – Baked or cured for higher strength and precision.
- Shell Core – Made by shell moulding; high accuracy and smooth surface finish.
C. Based on Function
- Stop-off Core – Blocks molten metal in certain areas.
- Wing Core – Extended core for complex internal passages.
- Kiss Core – Just touches mould surface to form thin sections.
5. Supporting Elements for Cores
- Core Prints – Projections in the pattern that hold and locate the core.
- Chaplets – Metal supports used to hold hanging cores in position.
These prevent core movement or shifting during pouring and solidification.
6. Common Core Defects
- Core Shift – Misaligned core → casting dimensional errors.
- Core Breakage – Weak core collapses → defects.
- Metal Penetration – Molten metal seeps into sand core → rough interior.
- Gas Porosity – Gas trapped inside core → cavities.
Remedies: Proper core strength, chaplets, core baking, and coatings.
7. Summary
- Core = inserts used in casting to create cavities or hollow sections.
- Material = usually sand with binders; sometimes resin or chemicals.
- Types = based on position, function, and manufacturing method.
- Support = core prints, chaplets.
- Defects = shift, breakage, metal penetration, gas porosity.
- Applications = engine blocks, pipes, pump housings, gear hubs, and hollow structures.
Other courses:


