
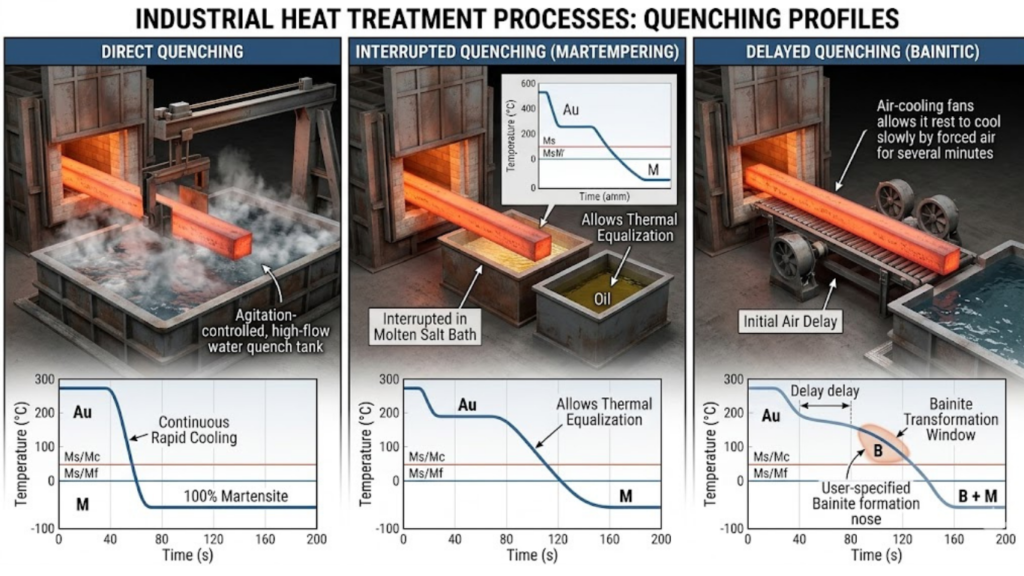
The three common types of quenching are:
- Direct quenching – The heated metal is rapidly cooled directly in a quenching medium like water, oil, or brine.
- Interrupted quenching – The metal is cooled in stages to reduce stress and minimize cracking.
- Delayed quenching – The metal is held briefly before quenching to control cooling and improve properties.
In this article:
What are the three types of quenching?
Quenching is a heat treatment process in which a metal is heated to a suitable temperature and then rapidly cooled to obtain desired properties such as increased hardness, strength, and wear resistance. Different quenching methods are used depending on material type, component shape, and required properties.
The three commonly discussed types of quenching are:
- Direct quenching
- Interrupted quenching
- Delayed quenching
Each type controls cooling differently and affects the final properties of the material.
1. Direct Quenching
Direct quenching is the simplest and most commonly used quenching method.
In this process, the metal is heated to the required temperature and then immediately immersed into a quenching medium.
Common quenching media:
- Water
- Oil
- Brine
- Polymer solutions
- Air
Process steps
- Heat metal above critical temperature
- Hold for soaking
- Remove from furnace
- Immediately immerse in quenching medium
Working principle
Rapid cooling transforms the internal structure.
For steel:
Austenite → Martensite
Martensite provides:
- High hardness
- High strength
Advantages
- Simple process
- Fast cooling
- High hardness
- Suitable for many steels
Disadvantages
- High residual stresses
- Distortion risk
- Cracking possibility
- Increased brittleness
Applications
- Cutting tools
- Gears
- Dies
- Machine parts
2. Interrupted Quenching
Interrupted quenching is a controlled quenching process in which cooling occurs in two or more stages.
The component is first cooled in one medium and then transferred to another.
This method reduces thermal shock.
Process steps
- Heat metal to required temperature
- Quench briefly in first medium
- Remove before complete cooling
- Transfer to second cooling medium
Example:
- Water → Air
- Water → Oil
- Salt bath → Air
Purpose
- Reduce stress formation
- Minimize cracking
- Improve dimensional stability
Advantages
- Reduced distortion
- Lower cracking risk
- Better stress control
- Improved toughness
Disadvantages
- More complicated process
- Requires timing control
- Increased processing cost
Applications
- Precision tools
- Complex machine parts
- Large components
3. Delayed Quenching
In delayed quenching, the heated material is not quenched immediately after removal from the furnace.
A short delay is intentionally introduced before cooling.
This allows temperature equalization and controlled transformation.
Process steps
- Heat metal
- Hold at required temperature
- Remove from furnace
- Delay briefly
- Quench in medium
Purpose
- Reduce temperature gradients
- Lower thermal shock
- Improve uniformity
Advantages
- Reduced internal stress
- Better dimensional control
- Lower cracking tendency
Disadvantages
- Reduced hardness possible
- Requires careful control
- May not suit all steels
Applications
- Thick sections
- Large components
- Components susceptible to cracking
Comparison of the three types
| Feature | Direct quenching | Interrupted quenching | Delayed quenching |
|---|---|---|---|
| Cooling style | Immediate | Multi-stage | Short delay before cooling |
| Cooling speed | Very rapid | Controlled | Moderate |
| Hardness | Highest | High | Moderate |
| Cracking risk | High | Lower | Lower |
| Distortion | Higher | Lower | Lower |
| Process complexity | Simple | Moderate | Moderate |
Selection factors
Engineers choose quenching methods based on:
- Material composition
- Size and shape
- Hardness requirement
- Distortion tolerance
- Cracking sensitivity
Conclusion
The three main types of quenching—direct, interrupted, and delayed quenching—differ in how cooling is controlled after heating. Direct quenching provides maximum hardness, while interrupted and delayed quenching are used to reduce stresses, distortion, and cracking while improving overall component quality.
Other courses:


