
Extrusion in Manufacturing is a process used to create objects with a constant cross-section by forcing material through a shaped opening called a die. The material—such as metal, plastic, or rubber—is pushed or drawn under high pressure so that it takes the shape of the die opening.
In this article:
Extrusion in Manufacturing
Extrusion is widely used because it can produce complex shapes, offers good surface finish, and is suitable for continuous production. Common examples include aluminum window frames, pipes, tubes, channels, and plastic profiles.
1. What is Extrusion?
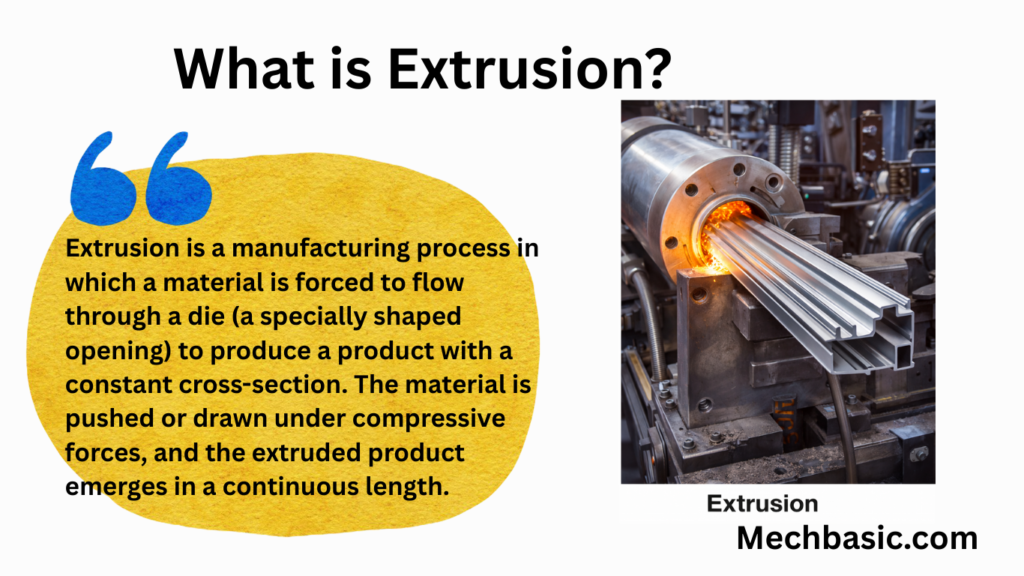
Extrusion is a manufacturing process in which a material is forced to flow through a die (a specially shaped opening) to produce a product with a constant cross-section. The material is pushed or drawn under compressive forces, and the extruded product emerges in a continuous length.
Common analogy: squeezing toothpaste from a tube.
2. Principle of Extrusion
- A billet or feedstock is placed inside a container.
- Pressure is applied using a ram or screw.
- Material flows plastically through the die opening.
- The shape of the die determines the final cross-section.
Extrusion can be done hot, warm, or cold, depending on material and requirements.
3. Types of Extrusion Processes
A. Based on Temperature
1. Hot Extrusion
- Performed above recrystallization temperature of the material.
- Reduces flow stress and prevents work hardening.
- Used for aluminum, copper, steel, magnesium.
Advantages
- Large deformation possible
- Lower force required
- Improved ductility
Disadvantages
- Poor surface finish
- Oxidation
- Die wear
2. Cold Extrusion
- Performed at room temperature.
- Produces high strength products due to strain hardening.
Advantages
- Excellent surface finish
- High dimensional accuracy
- No oxidation
Disadvantages
- Higher forces required
- Limited deformation
- Tool wear
3. Warm Extrusion
- Temperature between hot and cold extrusion.
- Balances force and surface finish.
B. Based on Direction of Metal Flow
1. Direct (Forward) Extrusion
- Material flows in the same direction as ram movement.
- High friction between billet and container.
Applications: Rods, tubes, channels.
2. Indirect (Backward) Extrusion
- Die moves into stationary billet.
- Material flows opposite to ram movement.
- Lower friction and force required.
3. Hydrostatic Extrusion
- Billet surrounded by pressurized fluid.
- No billet-container friction.
- Suitable for brittle materials.
4. Impact Extrusion
- High-speed extrusion using a punch.
- Common in aluminum collapsible tubes.
4. Extrusion Equipment
Main Components
- Extrusion Press (hydraulic or mechanical)
- Container
- Ram / Plunger
- Die
- Heating system (for hot extrusion)
- Cooling system
Types of Extrusion Presses
- Hydraulic press (most common)
- Mechanical press
5. Extrusion Dies
Dies control the final shape.
Types of Dies
- Solid die (rods, angles)
- Hollow die (tubes, pipes)
- Spider die
- Bridge die
- Porthole die
Die Materials
- Tool steels (H13)
- Tungsten carbide
6. Materials Used in Extrusion
- Metals: Aluminum, copper, steel, brass, lead, magnesium
- Polymers: PVC, polyethylene, polypropylene, nylon
- Ceramics and food products
7. Defects in Extrusion
| Defect | Cause |
|---|---|
| Surface cracking | High temperature or speed |
| Pipe (center burst) | Tensile stresses at center |
| Die lines | Die wear |
| Internal cracking | Improper temperature |
| Oxidation | Hot extrusion |
8. Advantages of Extrusion
- Complex cross-sections possible
- High material utilization
- Continuous production
- Good mechanical properties
- Suitable for brittle materials (hydrostatic)
9. Limitations of Extrusion
- High initial equipment cost
- Die design complexity
- Limited to uniform cross-section
- Tool wear
10. Applications of Extrusion
- Window frames
- Pipes and tubes
- Heat sinks
- Structural components
- Automotive and aerospace parts
- Plastic products (pipes, sheets, films)
11. Comparison with Other Processes
| Process | Stress Type | Cross-Section |
|---|---|---|
| Extrusion | Compressive | Constant |
| Rolling | Compressive | Variable |
| Drawing | Tensile | Constant |
| Forging | Compressive | Variable |
12. Summary
Extrusion is a versatile and efficient manufacturing process capable of producing long components with complex cross-sections. By controlling temperature, die design, and extrusion speed, high-quality products can be manufactured for metal, plastic, and polymer industries.
FAQ Section:
- What is extrusion?
Extrusion is a manufacturing process in which a material is forced through a shaped die to create objects with a uniform cross-section. - What materials can be extruded?
Commonly extruded materials include plastics (PVC, HDPE, ABS), metals (aluminum, copper), rubber, and some food products. - How does the extrusion process work?
The material is heated or softened, pushed through a die using a screw or ram, and then cooled to retain the desired shape. - What are the main types of extrusion?
The main types are hot extrusion, cold extrusion, direct extrusion, indirect extrusion, and co-extrusion. - What products are made using extrusion?
Extrusion is used to make pipes, tubes, window frames, plastic profiles, aluminum channels, films, and sheets. - What are the advantages of extrusion?
Extrusion allows continuous production, complex cross-sections, efficient material usage, and good surface finish. - What are the limitations of extrusion?
Limitations include high initial tooling cost, restriction to uniform cross-sections, and potential defects like warping or surface cracks. - What is a die in extrusion?
A die is a specially shaped tool that determines the final cross-section and dimensions of the extruded product. - What defects can occur during extrusion?
Common defects include die swell, surface cracking, uneven thickness, internal voids, and distortion during cooling. - How is extrusion different from molding?
Extrusion produces continuous products with a constant cross-section, while molding creates discrete parts with varying shapes.
Other courses:


