
Case hardening is a heat treatment process used to harden the outer surface of a metal.
The surface becomes hard while the inner core remains tough and ductile.
It improves wear resistance, strength, and durability of components.
In this article:
- Definition
- Why case hardening is needed
- Principle of case hardening
- Basic stages of case hardening
- Major case hardening processes
- 1. Carburizing
- 2. Nitriding
- 3. Cyaniding
- 4. Carbonitriding
- 5. Flame hardening
- 6. Induction hardening
- Factors affecting case hardening
- Advantages of case hardening
- Disadvantages
- Comparison with through hardening
- Example
- Conclusion
Case hardening is a heat treatment process in which only the outer surface (case) of a metal component is hardened while the inner core remains relatively soft, tough, and ductile. The objective is to combine a hard wear-resistant surface with a strong shock-resistant core.
This process is commonly used for machine components that experience:
- Surface wear
- Friction
- Contact stress
- Repeated loading
Examples:
- Gears
- Camshafts
- Bearings
- Shafts
- Pins
- Sprockets
Definition
Case hardening is a heat treatment process that hardens the surface layer of a metal while preserving a tough and ductile core.
Why case hardening is needed
If an entire component is made extremely hard:
- It may become brittle
- Impact resistance decreases
- Cracking risk increases
Case hardening solves this problem by creating:
Hard surface
Provides:
- Wear resistance
- Surface strength
- Fatigue resistance
Tough core
Provides:
- Impact resistance
- Shock absorption
- Structural strength
Principle of case hardening
The process generally works by:
- Heating steel to a suitable temperature
- Introducing hardening elements or heating only the surface
- Modifying surface composition or structure
- Quenching when required
Surface composition changes while the core remains largely unchanged.
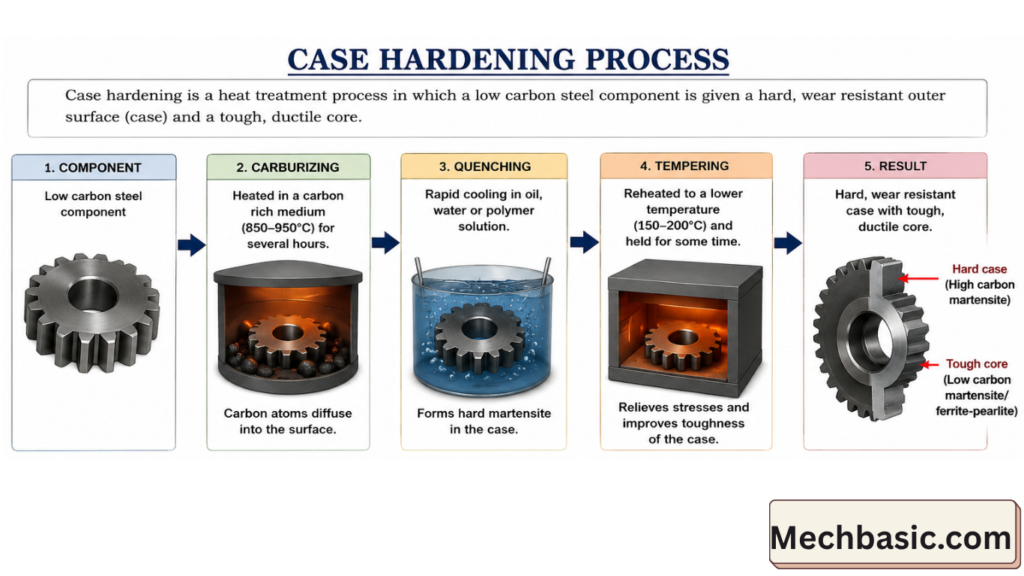
Basic stages of case hardening
Step 1: Surface preparation
The component surface is cleaned.
Remove:
- Dirt
- Oil
- Scale
- Oxides
Proper cleaning improves treatment quality.
Step 2: Heating
The material is heated to a specific temperature.
Temperature depends on process type.
Examples:
- Carburizing: ~900–950°C
- Nitriding: ~500–550°C
Step 3: Surface enrichment or heating
The surface is treated by:
- Carbon addition
- Nitrogen addition
- Carbon and nitrogen addition
- Surface-only heating
Step 4: Soaking
Component is held at temperature.
Purpose:
Allow diffusion and transformation.
Soaking time affects:
- Case depth
- Hardness
Step 5: Quenching (if required)
Rapid cooling hardens the treated surface.
Some methods require quenching.
Some do not.
Step 6: Tempering (optional)
Tempering may reduce brittleness and residual stresses.
Major case hardening processes
The common processes include:
- Carburizing
- Nitriding
- Cyaniding
- Carbonitriding
- Flame hardening
- Induction hardening
1. Carburizing
Carburizing adds carbon to the steel surface.
Steel is heated in a carbon-rich environment.
After diffusion:
Quenching is performed.
Process temperature
Approximately:
900–950°C
Mechanism
Carbon diffuses into surface layers.
Hard martensite forms after quenching.
Advantages
- Deep case depth
- Excellent wear resistance
- Tough core retained
Applications
- Gears
- Bearings
- Shafts
2. Nitriding
Nitriding introduces nitrogen into the steel surface.
Usually uses ammonia gas.
Temperature range
500–550°C
Features
Nitrogen reacts with alloy elements:
- Aluminum
- Chromium
- Molybdenum
Hard nitrides form.
Advantages
- Extremely hard surface
- Excellent fatigue resistance
- Minimal distortion
- No quenching needed
Applications
- Crankshafts
- Dies
- Aerospace parts
3. Cyaniding
Cyaniding introduces:
- Carbon
- Nitrogen
using molten cyanide salts.
Temperature
760–870°C
Advantages
- Fast process
- Hard surface
- Good wear resistance
Disadvantages
- Toxic chemicals
- Environmental concerns
4. Carbonitriding
Carbonitriding introduces:
- Carbon
- Nitrogen
using gas atmospheres.
Characteristics
Produces:
- Hard surface
- Good wear resistance
Applications
- Automotive parts
- Small gears
5. Flame hardening
Surface is heated rapidly by flame.
Then quenched.
No chemical composition change occurs.
Applications
- Rails
- Large gears
6. Induction hardening
Uses electromagnetic induction heating.
Only the surface layer heats rapidly.
Then quenching follows.
Advantages
- Fast process
- Precise control
- Minimal distortion
Factors affecting case hardening
Several variables influence results:
Temperature
Higher temperature affects diffusion.
Time
Longer time increases case depth.
Steel composition
Different alloy elements behave differently.
Quenching conditions
Cooling rate influences hardness.
Surface condition
Clean surfaces improve effectiveness.
Advantages of case hardening
High surface hardness
Improves wear resistance.
Tough interior
Maintains impact resistance.
Improved fatigue strength
Useful for rotating components.
Increased service life
Components last longer.
Better resistance to contact stress
Disadvantages
Additional cost
Extra treatment required.
Distortion possibility
Especially during quenching.
Process complexity
Requires temperature control.
Toxicity concerns
Certain methods involve hazardous materials.
Comparison with through hardening
| Feature | Case hardening | Through hardening |
|---|---|---|
| Hardened region | Surface only | Entire section |
| Core | Tough | Hard |
| Wear resistance | High | Moderate |
| Toughness | Better | Lower |
Example
Automobile gears require:
- Hard tooth surfaces
- Tough interior
Case hardening provides both.
Conclusion
Case hardening is an important heat treatment process used to create a hard, wear-resistant surface while maintaining a tough core. By selectively hardening only the outer layer, components gain improved durability, fatigue strength, and service life without becoming excessively brittle.
Other courses:


