
The four common case hardening processes are carburizing, nitriding, cyaniding, and flame hardening.
These methods harden the outer surface while keeping the core tough.
They improve wear resistance, surface hardness, and durability of metals.
In this article:
What are four case hardening processes of heat treatment?
Case hardening is a heat treatment process used to produce a hard, wear-resistant outer surface (case) while maintaining a tough and ductile inner core. Instead of hardening the entire component, only the surface layer is hardened.
This process is especially useful for machine parts that need:
- High surface hardness
- Wear resistance
- Fatigue resistance
- Tough core strength
Examples:
- Gears
- Shafts
- Camshafts
- Bearings
- Pins
The four commonly studied case hardening processes are:
- Carburizing
- Nitriding
- Cyaniding
- Flame/Induction hardening (often grouped as surface hardening methods in some texts, but frequently taught alongside case hardening processes)
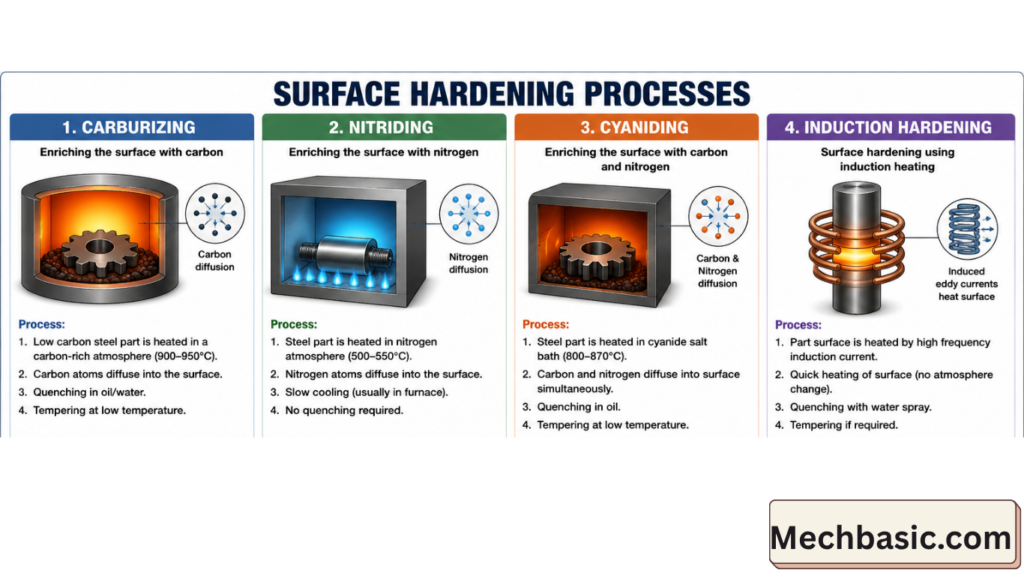
1. Carburizing
Carburizing is a process in which carbon is added to the surface of low-carbon steel at high temperature.
The steel is heated in a carbon-rich environment, allowing carbon to diffuse into the surface.
Principle
Carbon atoms diffuse into the steel surface.
After carburizing:
- Component is quenched
- Surface becomes hard
- Core remains tough
Process steps
- Heat steel to about 900–950°C
- Expose to carbon-rich medium
- Hold for required time
- Quench
- Temper if required
Types of carburizing
Pack carburizing
Solid carbon medium used.
Gas carburizing
Carbon-rich gas atmosphere used.
Liquid carburizing
Molten salt bath used.
Advantages
- Deep hardened case
- High wear resistance
- Tough core retained
Applications
- Gears
- Bearings
- Shafts
- Automotive parts
2. Nitriding
Nitriding introduces nitrogen into the surface of steel.
Steel is heated in an atmosphere containing nitrogen, usually from ammonia gas.
Nitrogen forms hard nitrides on the surface.
Process temperature
Approximately:
500–550°C
Lower than carburizing.
Principle
Nitrogen reacts with alloy elements:
- Aluminum
- Chromium
- Molybdenum
Hard compounds form.
Advantages
- Very hard surface
- Excellent wear resistance
- Good fatigue strength
- Minimal distortion
- No quenching needed
Limitations
- Slow process
- Requires alloy steels
Applications
- Crankshafts
- Gears
- Dies
- Aerospace parts
3. Cyaniding
Cyaniding is a process where steel is heated in a molten cyanide salt bath.
Both:
- Carbon
- Nitrogen
diffuse into the surface.
Temperature range
Approximately:
760–870°C
Process steps
- Heat steel
- Immerse in cyanide bath
- Maintain time
- Quench
Advantages
- Faster process
- Produces hard surface
- Good wear resistance
Disadvantages
- Cyanide compounds are highly toxic
- Environmental concerns
Applications
- Small components
- Screws
- Bolts
- Fasteners
4. Flame / Induction hardening
These methods heat only the surface and then rapidly quench it.
Unlike carburizing or nitriding, chemical composition does not significantly change.
Still, they are commonly discussed with surface-hardening methods.
Flame hardening
Surface heated using an oxy-fuel flame.
Then rapidly quenched.
Applications
- Rails
- Gears
- Shafts
Induction hardening
Uses electromagnetic induction.
The surface is heated quickly and quenched.
Advantages
- Precise control
- Fast operation
- Minimal distortion
Comparison of the four processes
| Process | Hardening element | Temperature | Quenching required | Typical feature |
|---|---|---|---|---|
| Carburizing | Carbon | High | Yes | Deep hard case |
| Nitriding | Nitrogen | Lower | No | Minimal distortion |
| Cyaniding | Carbon + Nitrogen | Medium | Yes | Fast process |
| Flame/Induction | No added element | Variable | Yes | Surface heating only |
Advantages of case hardening
- Hard wear-resistant surface
- Tough interior core
- Improved fatigue strength
- Increased component life
- Better impact resistance
Limitations
- Additional processing cost
- Some methods require long treatment time
- Distortion possible in some processes
- Certain methods involve hazardous chemicals
Example
A gear requires:
- Hard teeth surface
- Tough interior
Carburizing may be selected because it provides:
- High surface hardness
- Strong core toughness
Conclusion
The four commonly studied case hardening processes are carburizing, nitriding, cyaniding, and flame/induction hardening. Each method differs in heating mechanism, hardening element, temperature, and applications. Proper selection depends on required hardness depth, material composition, component geometry, and service conditions.
Other courses:


