
Tempering is a heat treatment process performed after hardening or quenching.
The metal is reheated to a controlled temperature and then cooled.
This process reduces brittleness and improves toughness and durability.

In this article:
- Tempering Process in Heat Treatment
- Why Is Tempering Necessary?
- Principle of Tempering
- Step-by-Step Tempering Process
- Tempering Temperature Ranges
- Microstructural Changes During Tempering
- Effect of Tempering on Mechanical Properties
- Types of Tempering
- Equipment Used for Tempering
- Example: Tempering a Steel Gear
- Advantages of Tempering
- Applications of Tempering
- Common Tempering Defects
- Tempering vs Annealing
- Tempering vs Quenching
- Conclusion
Tempering Process in Heat Treatment
What Is Tempering?
Tempering is a heat treatment process performed after quenching to reduce brittleness, relieve internal stresses, and improve the toughness of hardened steel.
During tempering, the quenched steel is:
- Reheated to a temperature below its critical temperature (Ac1)
- Held at that temperature for a specified time
- Cooled at a controlled rate
The goal is to achieve the desired balance between hardness, strength, toughness, and ductility.
Why Is Tempering Necessary?
After quenching, steel becomes:
- Very hard
- Very strong
- Brittle
- Highly stressed internally
A quenched component may crack or fail suddenly if used without tempering.
Example
A freshly quenched chisel may be extremely hard but could chip or crack during use.
Tempering makes it more reliable by reducing brittleness.
Principle of Tempering
During quenching:
- Austenite transforms into martensite.
- Martensite is very hard but brittle.
During tempering:
- Some of the martensite decomposes.
- Internal stresses are relieved.
- Fine carbides form.
- Toughness increases.
As tempering temperature increases:
- Hardness decreases
- Toughness increases
Step-by-Step Tempering Process
Step 1: Quenching
Tempering is usually performed after hardening.
Procedure
Steel is heated above its critical temperature.
Then quenched in:
- Water
- Oil
- Brine
- Polymer solution
Result:
- Formation of martensite
Step 2: Cleaning
Before tempering, parts are often cleaned.
Purpose:
- Remove oil
- Remove scale
- Remove contaminants
Methods:
- Solvent cleaning
- Washing
- Shot blasting
Step 3: Reheating
The hardened steel is reheated.
The temperature is always kept below the lower critical temperature (Ac1).
Typical tempering range:
150°C–650°C
The selected temperature depends on the desired properties.
Step 4: Soaking (Holding Time)
The steel is held at the tempering temperature.
Purpose:
- Allow uniform temperature throughout the part
- Complete the metallurgical changes
Typical holding time:
- 30 minutes to several hours
A common industrial guideline:
- Approximately 1 hour per 25 mm of section thickness
Step 5: Cooling
After soaking, the part is cooled.
Usually:
- Air cooling
Sometimes:
- Oil cooling
- Furnace cooling
Cooling after tempering is generally much slower and less critical than quenching.
Tempering Temperature Ranges
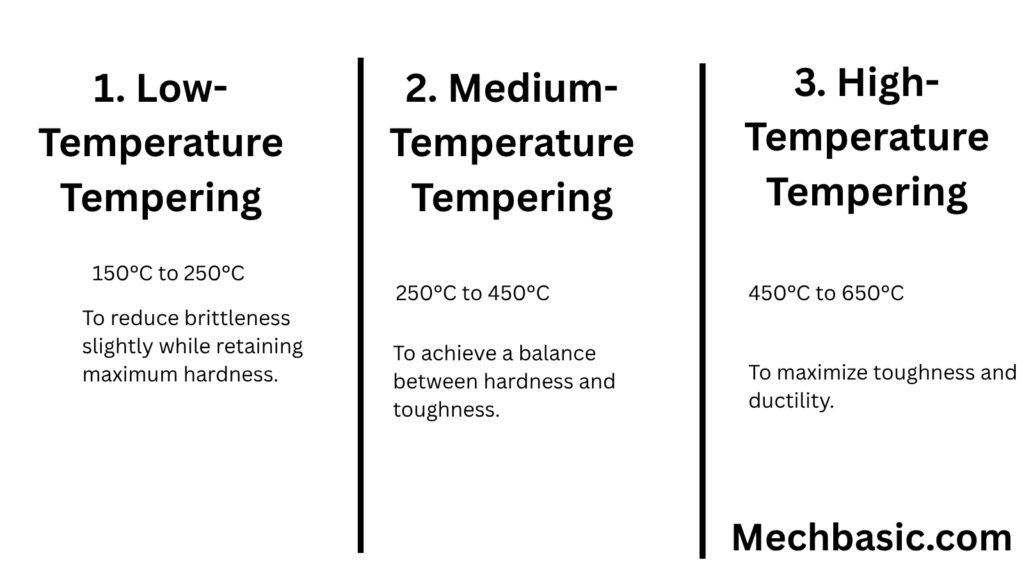
Low-Temperature Tempering
Range:
150–250°C
Results
- Retains very high hardness
- Slightly reduces brittleness
Applications
- Cutting tools
- Files
- Measuring instruments
Medium-Temperature Tempering
Range:
250–450°C
Results
- Good balance of hardness and toughness
Applications
- Springs
- Dies
- Machine parts
High-Temperature Tempering
Range:
450–650°C
Results
- High toughness
- Improved ductility
- Lower hardness
Applications
- Gears
- Shafts
- Structural components
Microstructural Changes During Tempering
After quenching:
Steel contains:
- Martensite
- Residual stresses
During tempering:
Martensite gradually transforms into tempered structures.
This reduces stress and brittleness.
A simplified representation:
Quenched martensite → Tempered martensite + Fine carbides
This transformation is responsible for the improved toughness.
Effect of Tempering on Mechanical Properties
| Property | After Quenching | After Tempering |
|---|---|---|
| Hardness | Very high | Reduced slightly or moderately |
| Toughness | Low | Higher |
| Ductility | Low | Higher |
| Brittleness | High | Lower |
| Residual stress | High | Lower |
| Fatigue resistance | Moderate | Improved |
Types of Tempering
1. Single Tempering
Tempering performed once.
Applications:
- General engineering components
2. Double Tempering
Steel is tempered twice.
Advantages:
- Improved stability
- Better toughness
Applications:
- Tool steels
3. Multiple Tempering
Used for special alloy and high-speed steels.
Benefits:
- Enhanced dimensional stability
- Improved performance
Equipment Used for Tempering
Tempering Furnace
Most common equipment.
Types:
- Electric furnace
- Gas-fired furnace
- Continuous furnace
- Vacuum furnace
Temperature Control System
Maintains precise temperature.
Includes:
- Controllers
- Sensors
- Thermocouples
Hardness Testing Equipment
Used after tempering.
Examples:
- Rockwell tester
- Vickers tester
- Brinell tester
Example: Tempering a Steel Gear
Step 1
Heat gear to hardening temperature.
Step 2
Quench in oil.
Result:
- Very hard martensitic structure
Step 3
Temper at approximately 450°C.
Step 4
Air cool.
Result:
- Hard wear-resistant teeth
- Improved toughness
- Reduced cracking risk
Advantages of Tempering
Improves Toughness
Reduces brittleness.
Relieves Internal Stress
Reduces risk of cracking.
Improves Ductility
Allows slight deformation without fracture.
Improves Fatigue Life
Important for rotating components.
Improves Dimensional Stability
Reduces warping during service.
Applications of Tempering
Tempering is used for:
- Gears
- Springs
- Bearings
- Shafts
- Cutting tools
- Dies
- Punches
- Automotive components
- Aerospace parts
Common Tempering Defects
Under-Tempering
Temperature too low.
Results:
- Excessive brittleness
- High residual stress
Over-Tempering
Temperature too high.
Results:
- Excessive softening
- Reduced hardness
Uneven Tempering
Caused by poor temperature control.
Results:
- Non-uniform properties
Tempering vs Annealing
| Feature | Tempering | Annealing |
|---|---|---|
| Purpose | Reduce brittleness | Soften material |
| Applied after quenching | Yes | No |
| Cooling rate | Usually air cooling | Slow furnace cooling |
| Hardness | Maintains some hardness | Significantly reduces hardness |
Tempering vs Quenching
| Feature | Quenching | Tempering |
|---|---|---|
| Purpose | Increase hardness | Improve toughness |
| Cooling | Rapid | Controlled cooling |
| Result | Martensite formation | Tempered martensite formation |
| Brittleness | Increases | Decreases |
Conclusion
Tempering is a critical heat treatment process performed after quenching to reduce brittleness and improve toughness while retaining useful hardness. The process involves reheating hardened steel to a temperature below its critical point, holding it for a specified time, and then cooling it. By carefully selecting the tempering temperature and time, engineers can achieve the desired combination of hardness, strength, toughness, and durability for applications such as gears, springs, shafts, tools, and machine components.
Other courses:


