
Sand molding is a traditional and widely used metal casting process where sand is packed around a pattern to form a mold cavity. Molten metal is then poured into this cavity, allowed to cool, and solidify into the desired shape.
Because it’s simple, low-cost, and adaptable to complex geometries, sand molding is commonly used for casting parts made of iron, steel, aluminum, and other metals—especially for small to medium production runs.
In this article:
Sand Moulding (Sand Casting)
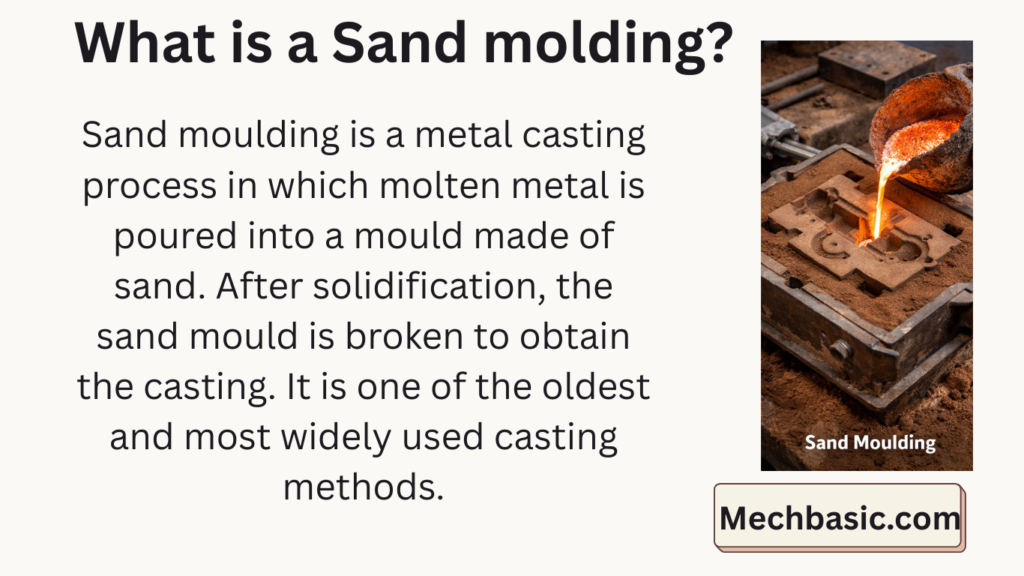
Sand moulding is a metal casting process in which molten metal is poured into a mould made of sand. After solidification, the sand mould is broken to obtain the casting. It is one of the oldest and most widely used casting methods.
Types of Sand Used
- Green sand (silica sand + clay + water)
- Dry sand
- CO₂ sand
- Facing sand
- Backing sand
Main Parts of a Sand Mould
- Pattern – Replica of the final casting
- Flask – Box that holds sand
- Cope (top part)
- Drag (bottom part)
- Mould cavity – Shape formed by the pattern
- Gating system
- Pouring basin
- Sprue
- Runner
- Gate
- Riser – Supplies molten metal during shrinkage
- Core – Creates hollow sections
- Vents – Allow gases to escape
Sand Moulding Process (Step-by-Step)
1️⃣ Pattern Making
- Pattern is made from wood, metal, or plastic.
- Allowances are provided (shrinkage, machining, draft).
2️⃣ Mould Preparation
- Sand is packed tightly around the pattern in the drag.
- Cope is placed on top and filled with sand.
- Pattern is carefully removed, leaving a cavity.
3️⃣ Core Making (if required)
- Core is prepared separately and placed in the mould cavity.
4️⃣ Gating System & Riser Formation
- Channels are cut to allow smooth metal flow.
- Riser ensures sound casting by feeding molten metal.
5️⃣ Pouring of Molten Metal
- Molten metal is poured through the sprue into the cavity.
6️⃣ Cooling & Solidification
- Metal cools and solidifies inside the sand mould.
7️⃣ Shakeout
- Mould is broken to remove the casting.
8️⃣ Fettling & Finishing
- Removal of sand, gates, risers.
- Surface finishing and machining (if required).
Advantages of Sand Moulding
✔ Low cost
✔ Suitable for large and complex shapes
✔ Almost any metal can be cast
✔ Simple equipment
✔ Flexible design
Disadvantages
❌ Poor surface finish
❌ Low dimensional accuracy
❌ Sand cannot be reused fully
❌ Labour-intensive
❌ Casting defects more likely
Metals Commonly Cast
- Cast iron
- Steel
- Aluminium
- Brass
- Bronze
Applications
- Engine blocks
- Machine tool beds
- Pipes and fittings
- Pump housings
- Valves
Common Casting Defects
- Blow holes
- Shrinkage cavities
- Misrun
- Sand inclusion
- Cold shut
Other courses:


