
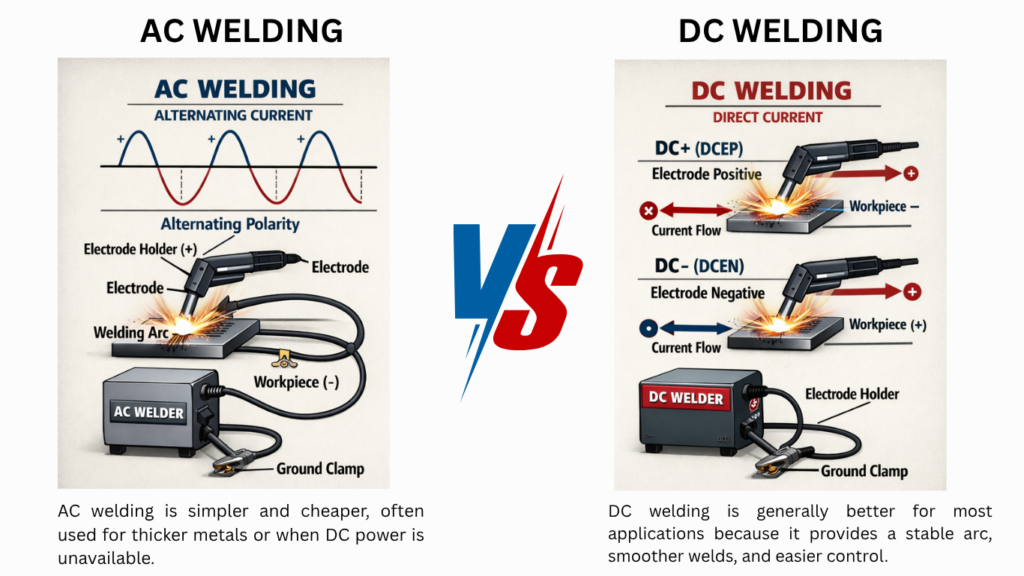
DC welding is generally better for most applications because it provides a stable arc, smoother welds, and easier control.
AC welding is simpler and cheaper, often used for thicker metals or when DC power is unavailable.
The choice depends on material type, thickness, and welding position, but DC is preferred for precision and quality.
In this article:
The question of AC vs. DC welding doesn’t have a one-size-fits-all answer—each has strengths, weaknesses, and specific applications. The “better” choice depends on metal type, weld position, desired penetration, and equipment. Let’s go through it in detail.
1. DC (Direct Current) Welding
a) How It Works
- Electrons flow steadily in one direction from the electrode to the workpiece (DCEP) or vice versa (DCEN).
- Polarity matters:
- DCEN (Electrode Negative / Straight Polarity): deeper penetration, slower electrode melting.
- DCEP (Electrode Positive / Reverse Polarity): shallower penetration, faster electrode melting, cleans oxides.
b) Advantages
- Stable arc – easier to control, especially for beginners.
- Smooth weld bead – minimal spatter.
- Better penetration control – can weld thick or structural metals effectively.
- Versatile – works for steel, stainless steel, nickel alloys, and copper alloys.
- Less electrode wear – more efficient use of consumables.
c) Disadvantages
- Oxide removal can be less effective for aluminum and magnesium.
- Requires proper polarity setup depending on electrode and metal.
d) Best Applications
- Stick welding (SMAW) for steel
- TIG welding for thin steel, stainless steel, and copper alloys
- Pipe welding, structural steel, and general fabrication
2. AC (Alternating Current) Welding
a) How It Works
- Current alternates direction multiple times per second.
- Alternating current naturally switches electrode polarity, giving a cleaning action on metals like aluminum.
b) Advantages
- Good for aluminum and magnesium – AC breaks up tough oxide layers on the surface.
- Electrode lasts longer in some TIG setups.
- Can reduce arc blow in some applications compared to DC.
c) Disadvantages
- Less stable arc – harder for beginners to maintain a consistent weld.
- More spatter in some welding types like SMAW or MIG.
- Penetration is less predictable than DC.
d) Best Applications
- TIG welding aluminum and magnesium
- Some specialty stick welding situations
- Older or budget equipment that does not support DC
3. DC vs AC: Side-by-Side Comparison
| Feature | DC Welding | AC Welding |
|---|---|---|
| Arc Stability | Smooth, steady | Fluctuates, less stable |
| Weld Quality | Clean, smooth, deep penetration | Moderate, may require skill to control |
| Metals | Steel, stainless steel, copper alloys | Aluminum, magnesium |
| Penetration | High (DCEN) | Moderate, shallower |
| Oxide Cleaning | DCEP polarity required | Natural cleaning action with AC |
| Electrode Life | Longer | Can be longer for TIG aluminum |
| Ease for Beginners | Easier | Harder to control arc |
| Equipment | Most modern welders | Specialized TIG or older welders |
4. Which Is “Better”?
- For steel, stainless steel, copper alloys, and structural welding → DC is better:
- Provides stable arc, smooth bead, and precise control.
- For aluminum and magnesium → AC is better:
- AC naturally cleans the oxide layer and produces better TIG welds.
Important Note: Modern inverter welders often allow switching between AC and DC, giving the flexibility to use the “best” current type for each metal.
Summary
- DC welding: More versatile, stable, smooth, and generally preferred for most metals and beginners.
- AC welding: Necessary for aluminum/magnesium due to oxide cleaning action but harder to control and less smooth.
- Bottom line: Neither is universally better; the “best” choice depends on metal type, welding process, and desired weld characteristics.
Other courses:


