
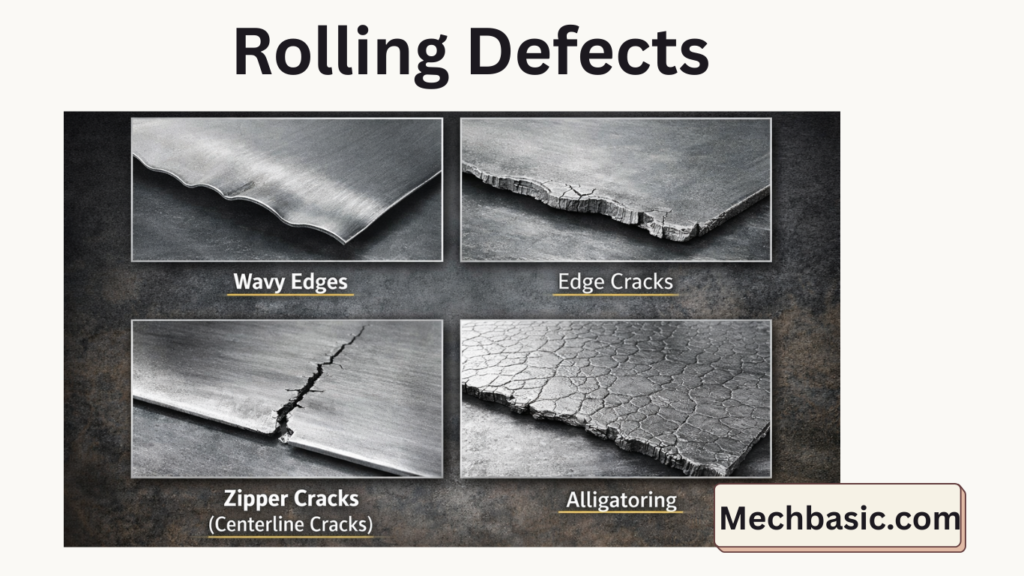
Rolling defects are imperfections formed in metal during the rolling process due to uneven deformation or improper rolling conditions. The four main rolling defects are wavy edges, edge cracks, zipper cracks, and alligatoring.
In rolling processes, most textbooks and exam syllabi refer to four major rolling defects that commonly occur in rolled products. Below is a detailed, exam-oriented explanation of each, including description, causes, effects, and prevention.
In this article:
The Four Rolling Defects
1. Wavy Edges
Description
- The edges of the strip become wavy, while the center remains flat.
- Seen mainly in thin sheets and strips.
Causes
- Unequal elongation across the width of the strip
- Center portion elongates more than edges
- Excessive roll bending
- High reduction per pass
Effects
- Poor flatness
- Difficulty in further forming operations
- Reduced product quality
Prevention
- Proper roll crowning
- Reduce draft per pass
- Use roll bending control systems
- Improve mill rigidity
2. Edge Cracks
Description
- Cracks appear along the edges of the rolled strip.
- More common in cold rolling and brittle materials.
Causes
- High tensile stresses at the edges
- Non-uniform deformation
- Impurities or inclusions in material
- Excessive thickness reduction
Effects
- Material wastage
- Crack propagation toward center
Prevention
- Smaller reductions per pass
- Uniform temperature control
- Better material quality
- Edge trimming before rolling
3. Zipper Cracks (Centerline Cracks)
Description
- Cracks form along the centerline of the strip surface.
- Appear like a zipper pattern.
Causes
- Low ductility of material
- Excessive tensile stress at the center
- Improper rolling temperature
- High rolling speed
Effects
- Weakens the strip
- May cause complete failure during use
Prevention
- Maintain proper rolling temperature
- Reduce rolling speed
- Use materials with adequate ductility
- Reduce reduction per pass
4. Alligatoring
Description
- The rolled slab splits along a horizontal plane, opening like an alligator’s mouth.
- Occurs mainly in hot rolling of slabs and blooms.
Causes
- Non-uniform deformation between top and bottom layers
- Internal defects in slab
- High friction at roll–metal interface
- Improper temperature gradient
Effects
- Severe defect → complete rejection of material
- Dangerous during rolling operation
Prevention
- Proper slab conditioning
- Uniform heating
- Controlled friction
- Avoid excessive draft
Quick Comparison Table
| Defect | Location | Main Cause | Rolling Type |
|---|---|---|---|
| Wavy edges | Edges | Unequal elongation | Cold rolling |
| Edge cracks | Edges | High tensile stress | Cold rolling |
| Zipper cracks | Center | Low ductility | Hot / Cold |
| Alligatoring | Internal split | Non-uniform flow | Hot rolling |
Other courses:


