
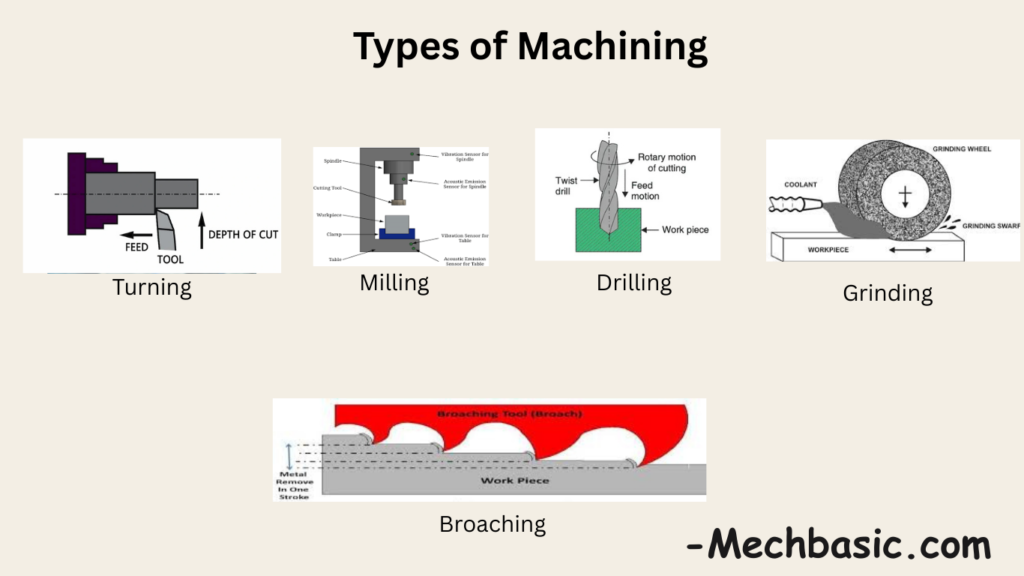
Machining processes are broadly classified based on the method of material removal and the type of energy used.
The main types include conventional machining processes such as turning, milling, drilling, and grinding, where material is removed using cutting tools, and non-conventional machining processes such as EDM, laser machining, and waterjet cutting, which use electrical, thermal, or high-energy methods to machine hard or complex materials.
In this article:
Types of Machining :
Machining is a manufacturing process in which material is removed from a workpiece to obtain a desired shape, size, and surface finish. Machining is subtractive and includes a wide range of processes, each suitable for different shapes, materials, and tolerances.
1. Turning
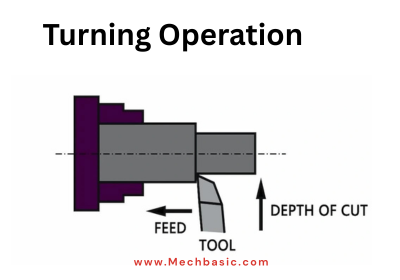
1.1 Definition
- Turning is a machining operation in which a workpiece rotates while a single-point cutting tool removes material.
1.2 Mechanism
- The workpiece spins on a lathe, and the tool moves linearly along the axis.
- Material is removed as continuous chips from the outer surface.
1.3 Operations in Turning
- Facing – Flattening the end of a cylindrical part.
- Straight Turning – Reducing diameter along the length.
- Taper Turning – Producing a conical surface.
- Thread Cutting – Creating screw threads.
- Grooving / Parting – Cutting slots or separating pieces.
1.4 Applications
- Shafts, pins, bolts, cylindrical components.
2. Milling
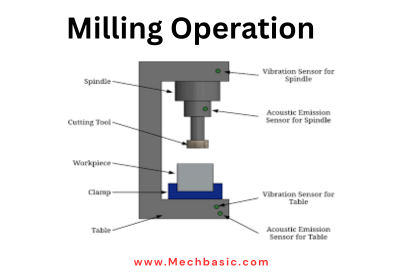
2.1 Definition
- Milling is a process in which a rotating multi-point cutter removes material from a stationary or moving workpiece.
2.2 Types of Milling
- Face Milling – Cutter axis perpendicular to the workpiece surface; creates flat surfaces.
- Peripheral Milling – Cutter axis parallel to surface; cuts slots, gears, threads.
- Slotting / Slab Milling – Produces slots or grooves.
- Form Milling – Produces complex contours.
2.3 Applications
- Gear teeth, engine blocks, flat plates, molds.
3. Drilling
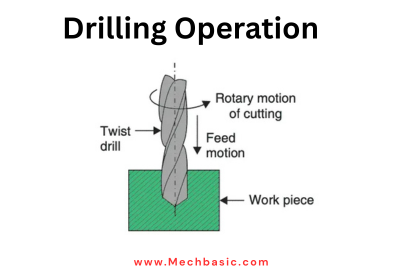
3.1 Definition
- Drilling is the process of creating holes using a rotating drill bit.
3.2 Related Operations
- Reaming – Enlarges existing holes to exact diameter.
- Boring – Enlarges and finishes holes to high accuracy.
- Tapping – Creates internal threads.
3.3 Applications
- Bolt holes, bearing seats, assembly holes.
4. Grinding
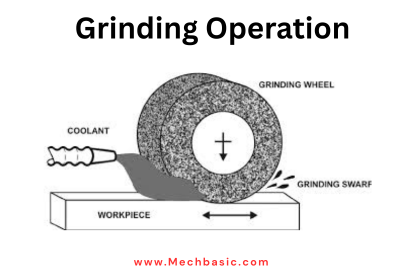
4.1 Definition
- Grinding removes material using an abrasive wheel to achieve high precision and surface finish.
4.2 Types of Grinding
- Surface Grinding – Flat surfaces.
- Cylindrical Grinding – Round parts like shafts.
- Centerless Grinding – Continuous cylindrical grinding without centers.
- Internal Grinding – Inner surfaces of holes.
4.3 Applications
- Finishing hardened tools, precision machinery, die components.
5. Shaping and Planing
5.1 Shaping
- Shaping uses a single-point tool moving linearly across a stationary workpiece.
- Produces flat, straight surfaces.
5.2 Planing
- Planing uses a stationary single-point tool, while the workpiece moves linearly.
- Suitable for large, flat surfaces.
5.3 Applications
- Machine beds, flat surfaces on large plates, metal sheets.
6. Broaching
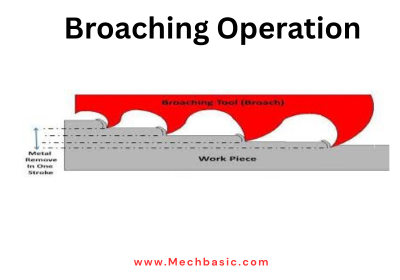
6.1 Definition
- Broaching removes material using a progressively toothed tool called a broach.
6.2 Types
- Linear Broaching – Tool moves linearly.
- Rotary Broaching – Tool rotates to cut internal or external profiles.
6.3 Applications
- Keyways, splines, gear profiles, precision holes.
7. Electrical Discharge Machining (EDM)
7.1 Definition
- EDM removes material using electrical sparks between an electrode and workpiece.
- Works on electrically conductive materials.
7.2 Applications
- Intricate shapes, dies, molds, hardened metals.
8. Laser and Waterjet Machining
8.1 Laser Cutting
- Removes material using focused laser beam.
- Ideal for thin sheets, complex profiles, and high precision.
8.2 Waterjet Cutting
- Uses high-pressure water jet, sometimes with abrasives.
- Can cut metals, plastics, composites, stone.
8.3 Applications
- Aerospace panels, decorative sheets, fragile materials.
9. Comparative Table of Machining Types
| Machining Type | Cutting Tool | Motion | Material Removal | Typical Application |
|---|---|---|---|---|
| Turning | Single-point | Workpiece rotates | Chips | Shafts, pins, bolts |
| Milling | Multi-point | Cutter rotates | Chips | Gears, plates, molds |
| Drilling | Drill bit | Rotates | Chips | Holes for bolts, bearings |
| Grinding | Abrasive wheel | Rotates | Tiny chips | Precision surfaces |
| Shaping / Planing | Single-point | Linear | Chips | Large flat surfaces |
| Broaching | Progressive teeth | Linear/Rotary | Chips | Keyways, splines |
| EDM | Electrical spark | Electrical discharge | Vaporized material | Complex dies, hardened metals |
| Laser | Focused laser | Focused beam | Vaporized / melted | Thin sheets, precision cutting |
| Waterjet | High-pressure water | Jet | Erosion by water/abrasive | Metals, composites, stone |
10. Advantages of Machining
- High dimensional accuracy and tolerance.
- Excellent surface finish.
- Can produce complex shapes.
- Applicable to most metals, plastics, and composites.
- Compatible with CNC automation for repeatability.
11. Disadvantages of Machining
- Material waste due to chips.
- High production cost for large volumes.
- Tool wear and replacement cost.
- Slower compared to casting or forging for bulk parts.
12. Summary
Machining is a subtractive manufacturing process divided into:
- Conventional Machining: Turning, milling, drilling, grinding, shaping, planing, broaching.
- Non-Conventional Machining: EDM, laser cutting, waterjet cutting.
Each type is selected based on material, geometry, tolerances, surface finish, and production volume.
Other courses:


