
Sheet metal bending can be classified into several types based on the method and tooling used. Common types include V-bending, where the sheet is bent using a V-shaped die; U-bending, which forms a U-shaped profile; and edge bending, where the edge of the sheet is bent using a wiping die.
Other important types are roll bending, used to create large curved shapes, and offset bending, which produces two bends in opposite directions. Each type is selected depending on the required shape, accuracy, and application of the component.
In this article:
Types of Bending in Sheet Metal
Bending is a common sheet metal forming process where the sheet is plastically deformed along a straight axis. There are different types of bending based on the tooling, method, and geometry of the bend. Each type is suited for specific applications, materials, and thicknesses.
1. Air Bending (V-Bending)
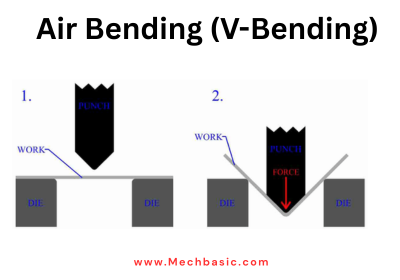
1.1 Description
- Sheet is pressed into a V-shaped die by a punch, but the punch does not touch the bottom of the die.
- The bend angle is controlled by the punch depth.
- The sheet is supported at the die edges.
1.2 Features
- Simple tooling (punch and V-die)
- Bend angle can be adjusted without changing the die.
- Less force required compared to bottoming.
1.3 Advantages
- Flexible for different angles and thicknesses.
- Faster and more economical for small to medium production.
1.4 Disadvantages
- Accuracy is less compared to bottoming due to springback.
- May require trial and error to get exact angle.
1.5 Applications
- Small enclosures, brackets, channels
- Prototype and low-volume parts
2. Bottoming (Bottoming Bending / Bottom Press Bending)
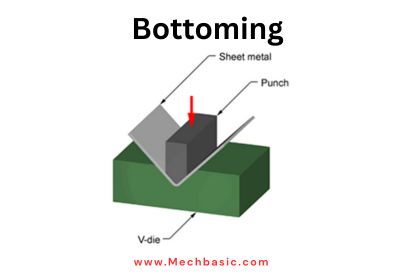
2.1 Description
- Punch forces the sheet completely into the die bottom, eliminating air gap.
- The sheet conforms exactly to die shape.
2.2 Features
- Less springback, more accurate bend angle
- Higher force required
2.3 Advantages
- Accurate bend angle and dimensions
- Repeatable for high-volume production
2.4 Disadvantages
- Requires different dies for different angles
- Higher force needed
2.5 Applications
- Automotive brackets
- Enclosures with tight tolerances
3. Coining
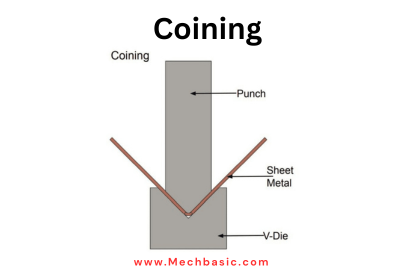
3.1 Description
- Punch presses the material completely, causing plastic deformation along thickness.
- The neutral axis shifts, minimizing springback.
3.2 Features
- Very high accuracy
- Requires very high force
3.3 Advantages
- Minimal springback
- Very precise angles and radius
3.4 Disadvantages
- High tooling wear
- Only economical for high-volume production
3.5 Applications
- Precision components in electronics
- Aerospace parts with tight tolerances
4. Rotary Bending / Rotary Draw Bending
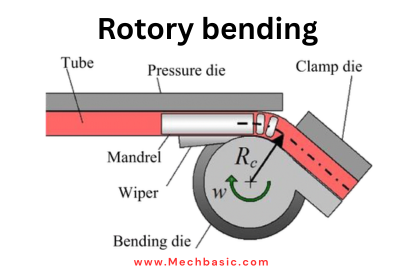
4.1 Description
- A punch with a rotary die bends the sheet by rolling over it.
- Commonly used for hemming edges of automotive panels.
4.2 Features
- Smooth bending action
- Minimal surface damage
4.3 Advantages
- Good for aesthetic edges
- Reduces springback and scratches
4.4 Disadvantages
- Requires special tooling
- Limited bend radius
4.5 Applications
- Hemming car doors, panels
- Decorative sheet metal edges
5. Edge Bending
5.1 Description
- Punch presses along sheet edge, bending a small flange (typically <50 mm).
- Often used in hemming, stiffening edges.
5.2 Features
- Simple flanges along edges
- Can be combined with other bends
5.3 Applications
- HVAC ducts
- Panels and enclosures
6. Roll Bending (Profile or Cylinder Bending)
6.1 Description
- Sheet metal is passed through three or more rollers to produce curved or cylindrical shapes.
- Sheet bends gradually, not sharply.
6.2 Features
- Works for large-radius bends
- Continuous bending process
6.3 Advantages
- Can bend large sheets or thick material
- Smooth, uniform curvature
6.4 Disadvantages
- Not suitable for sharp bends
- Requires special equipment
6.5 Applications
- Tanks, silos, pipes, cylindrical panels
7. Hemming / Curling
7.1 Description
- The sheet edge is folded over itself to create a rounded edge.
- Used to strengthen edges and improve safety.
7.2 Features
- Reduces sharp edges
- Adds rigidity
7.3 Applications
- Automobile doors and hoods
- Decorative panels
- Safety covers
8. V-Bending vs U-Bending vs Z-Bending
| Type | Description | Application |
|---|---|---|
| V-Bending | Punch presses into V-shaped die | Simple bends, brackets |
| U-Bending | Punch presses into U-shaped die | Channel sections, trays |
| Z-Bending | Bends sheet into Z shape with two opposite angles | Structural supports, frames |
9. Factors Affecting Bending Type Selection
- Sheet thickness and material – Thick/hard sheets may need coining or bottoming.
- Bend radius required – Roll bending for large radii.
- Production volume – Coining for high volume, air bending for low volume.
- Accuracy needed – Bottoming or coining for tight tolerances.
- Part geometry – Edge bending or hemming for flanges, roll bending for cylinders.
10. Summary
- Bending changes sheet metal shape without cutting.
- Types include:
- Air Bending (V-Bending) – Flexible, less accurate
- Bottoming – Accurate, high force
- Coining – Precise, very high force
- Rotary / Hemming – Smooth edges, minimal springback
- Edge Bending – Small flanges
- Roll Bending – Large-radius bends, cylindrical sheets
- Hemming / Curling – Folded edges for safety and strength
- Selection depends on material, thickness, bend angle, radius, production volume, and accuracy.
Other courses:


