
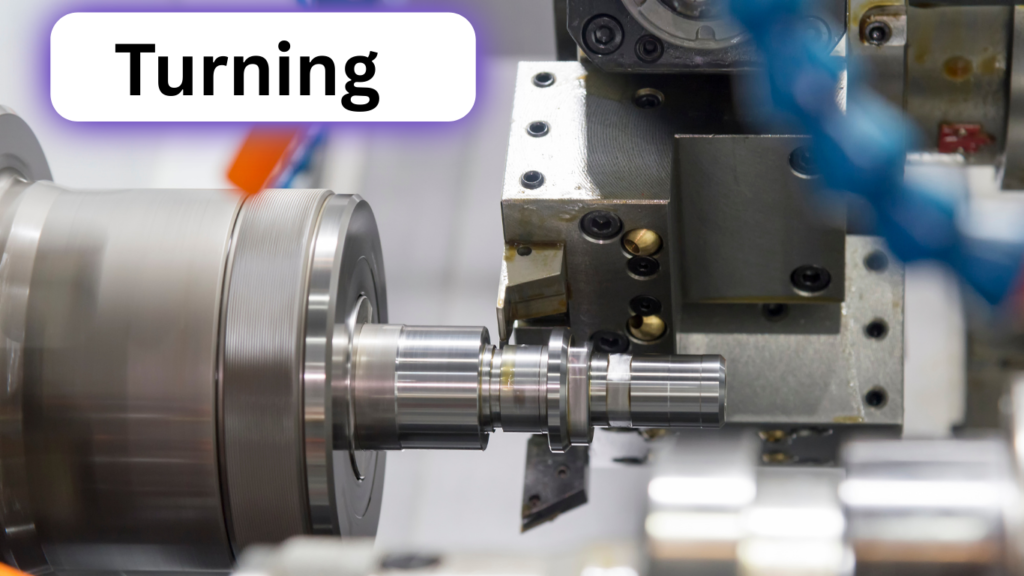
Turning is a machining process in which a rotating workpiece is shaped by a single-point cutting tool to produce cylindrical, conical, or contoured surfaces. It is performed on a lathe machine and is commonly used to reduce diameter, improve surface finish, and create features such as threads, grooves, and tapers.
In this article:
Turning Process
Turning is one of the most common metal cutting operations used in machining. It is primarily employed to produce cylindrical parts by removing material from the outside or inside diameter of a rotating workpiece.
1. Definition of Turning
Turning is a machining process in which a single-point cutting tool removes material from a rotating workpiece to produce a cylindrical, conical, or contoured shape.
- The workpiece rotates on a lathe while the tool moves linearly along or across the axis.
- Material is removed in the form of continuous or segmented chips.
In simple words: Turning is cutting a rotating piece of metal with a stationary tool to get the desired diameter and shape.
2. Components of Turning Process
- Workpiece – Material to be machined, mounted on lathe chuck or faceplate.
- Cutting Tool – Single-point tool made of high-speed steel (HSS), carbide, or ceramics.
- Lathe Machine – Supports workpiece and tool, provides rotation and feed.
- Tool Holder & Tool Post – Fixes the cutting tool in the correct position.
- Feed Mechanism – Moves the tool along the workpiece (longitudinal or cross feed).
- Coolant / Lubricant – Reduces friction, removes heat, prolongs tool life.
3. Mechanism of Turning
- Workpiece Rotation – The metal rotates at a specified spindle speed (RPM).
- Tool Feed – The single-point tool moves either parallel (longitudinal feed) or perpendicular (cross feed) to the axis.
- Material Removal – Shear stress exceeds the material’s shear strength, forming chips.
- Resulting Shape – Outer diameter reduced, surface smoothed, threads or grooves may be formed.
4. Types of Turning Operations
| Operation | Description | Purpose / Application |
|---|---|---|
| Straight Turning | Tool moves parallel to axis to reduce diameter | Shafts, rods, pins |
| Taper Turning | Diameter gradually reduces along length | Conical parts like spindles, pulleys |
| Facing | Tool moves perpendicular to axis | Creates flat surfaces at ends |
| Thread Cutting | Tool traces helical path | Screws, threaded rods |
| Grooving / Parting | Tool cuts a groove or separates part | O-rings, retaining grooves, separating finished piece |
| Knurling | Tool presses pattern on surface | Grip surfaces on handles, knobs |
| Chamfering | Tool cuts angled edge | Remove sharp edges, prepare for assembly |
| Form Turning | Tool has special shape to form contours | Cam profiles, complex external shapes |
5. Lathe Types for Turning
- Center Lathe / Engine Lathe – Most common for general-purpose turning.
- CNC Lathe – Computer-controlled, precise and repeatable operations.
- Turret Lathe – Multiple tools mounted for mass production.
- Capstan Lathe – Small workpieces in large quantities.
6. Cutting Parameters in Turning
- Spindle Speed (N) – Rotation speed of the workpiece (RPM).
- Feed (f) – Tool movement per revolution (mm/rev).
- Depth of Cut (d) – Thickness of material removed in one pass (mm).
- Cutting Speed (V) – Surface speed at tool-workpiece interface (m/min).
- Tool Material & Geometry – Influences chip formation, surface finish, and tool life.
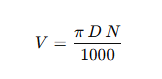
V = Cutting speed (m/min)
D = Diameter of the workpiece (mm)
N= Spindle speed (revolutions per minute, RPM)
π\piπ ≈ 3.1416
1000 = Conversion factor (mm → m)
7. Types of Chips in Turning
- Continuous Chips – Produced from ductile metals; smooth surface.
- Discontinuous / Segmented Chips – Brittle metals; rougher surface.
- Serrated / Saw-tooth Chips – Hard alloys like titanium.
8. Advantages of Turning
- High dimensional accuracy.
- Can produce various external shapes (cylindrical, conical, threaded).
- Compatible with a wide range of metals and plastics.
- Can achieve good surface finish.
- Easy to operate on manual or CNC lathes.
9. Disadvantages of Turning
- Material removal rate is lower than forging or casting.
- Generates waste chips.
- Requires skilled operator for manual lathe.
- Tool wear is significant for hard materials.
10. Applications of Turning
- Automotive: Shafts, spindles, camshafts.
- Aerospace: Rotors, cylindrical fittings.
- Industrial Machinery: Rollers, pins, bushings.
- Hardware: Screws, bolts, fasteners.
- Tools & Dies: Cylindrical tool components.
11. Summary
- Turning is a single-point cutting operation on a rotating workpiece.
- Produces cylindrical, conical, or contoured shapes.
- Operations include straight turning, facing, taper turning, threading, grooving, knurling, chamfering.
- Advantages: accuracy, versatility, good surface finish.
- Limitations: chip waste, tool wear, slower for high-volume production.
Other courses:


