
Shearing is a sheet metal cutting process in which material is separated along a straight line by applying shear force using two opposing cutting edges, such as a punch and die or shear blades. It is commonly used for cutting sheets into required sizes and shapes without producing chips.
In this article:
Shearing in Sheet Metal
Shearing is a common metal cutting process used in sheet metal fabrication to cut straight lines without forming chips or using melting. It is widely used in preparing blanks, trimming edges, or cutting sheets to size.
1. Definition of Shearing
Shearing is the process of cutting sheet metal along a straight line by applying opposing forces using a punch and die.
- Material is subjected to shear stress exceeding its shear strength.
- Unlike machining, no material is removed as chips; the cut is made by plastic deformation and fracture along the shear plane.
Shearing cuts metal by applying force to a narrow area, causing it to break cleanly along the line.
2. Mechanism of Shearing
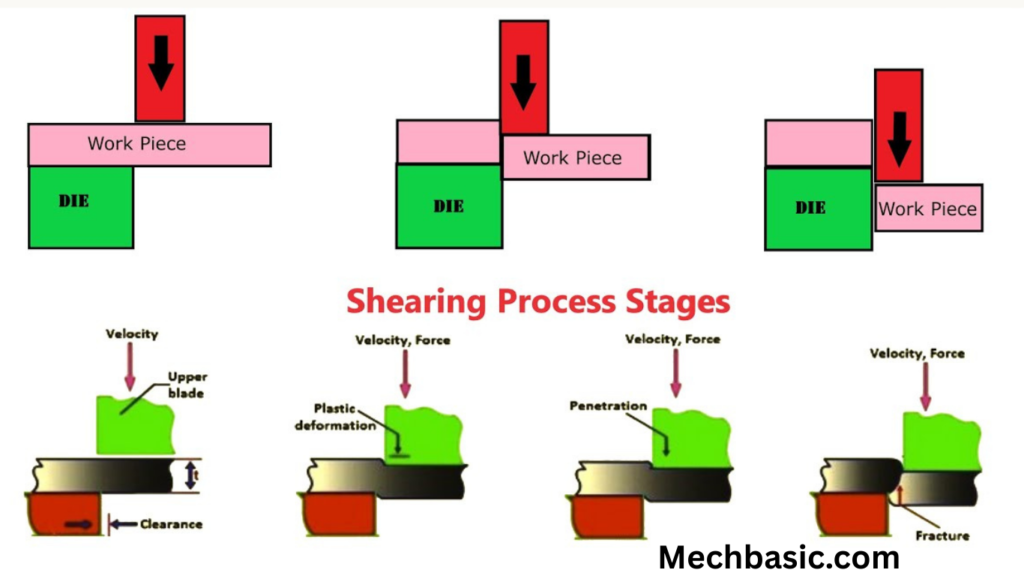
- The punch moves downward, applying force to the sheet.
- Sheet deforms elastically, then plastically.
- Shear stress reaches the shear strength of the material, causing fracture along the cut line.
- Material is divided into two parts: cut piece and scrap.
Stages of Shearing:
- Elastic Deformation – Sheet slightly bends without permanent deformation.
- Plastic Deformation – Material starts to yield along the shear line.
- Fracture – Material separates at the shear plane.
3. Shearing Terminology
| Term | Definition |
|---|---|
| Shear Force (F) | Force required to cut the sheet |
| Shear Stress (τ) | Stress applied along the cutting plane |
| Punch | Tool that applies downward force to cut |
| Die | Tool that supports the sheet and receives punch |
| Clearance | Gap between punch and die, usually 5–10% of sheet thickness |
| Burr | Rough edge left after shearing |
4. Shearing Equipment
- Bench Shear / Hand Shear
- Manual operation, suitable for thin sheets (<3 mm).
- Power Shear / Hydraulic Shear
- Motorized, handles thicker sheets.
- Used for production lines.
- Guillotine Shear
- Long, straight blade for cutting large sheets.
- Rotary Shear / Nibblers
- Cuts in complex shapes using small punches repeatedly.
5. Factors Affecting Shearing
- Material Type
- Ductile metals shear easily; brittle metals may fracture unevenly.
- Sheet Thickness (t)
- Thicker sheets → require higher shear force.
- Punch & Die Clearance
- Too small → excessive force, burrs
- Too large → rough edges, uneven cut
- Shear Angle
- Slight angle on punch reduces force and improves cutting.
- Cutting Speed
- High speed → cleaner cut in thin sheets
6. Shear Force Calculation
Approximate formula:
Where:
- (F) = Shear force (N)
- (\tau) = Shear strength of material (N/mm²)
- (L) = Length of cut (mm)
- (t) = Sheet thickness (mm)
- Factor 0.7 accounts for elastic-plastic transition
Observation: Shear force increases with thicker sheets, stronger materials, and longer cuts.
7. Types of Shearing
- Straight Shearing
- Cuts sheet along a straight line.
- Tools: Guillotine, power shear.
- Rotary or Circular Shearing
- For cutting circular blanks from sheets.
- Tools: Rotary shears, punch presses.
- Notching
- Removes small portions of sheet for bending or joining.
- Slitting
- Cuts sheet into narrower strips using circular knives.
8. Advantages of Shearing
- Simple and fast process.
- No chips or material loss.
- Can cut thin and medium-thick sheets efficiently.
- Minimal setup cost for straight cuts.
- Suitable for high-volume production.
9. Disadvantages of Shearing
- Not suitable for thick or hard materials without high force.
- Leaves burrs that require deburring.
- Limited to straight or simple shapes (complex shapes need nibbling).
- Excessive force may cause sheet deformation near edges.
10. Applications of Shearing
- Cutting sheet metal blanks for bending, stamping, or drawing.
- Preparing roofing sheets, panels, and ducting.
- Trimming edges after punching or forming.
- Slitting sheets into strips for further processing.
11. Summary
- Shearing = cutting sheet metal along a straight line using punch and die.
- Mechanism: Elastic deformation → plastic deformation → fracture.
- Advantages: Fast, simple, minimal material loss.
- Limitations: Leaves burrs, requires high force for thick sheets, limited to simple shapes.
- Key factors: Sheet thickness, material type, punch-die clearance, shear angle.
Other courses:


