
In manufacturing, different hole-making and hole-finishing operations are performed to achieve the required accuracy, fit, and functionality. Drilling, reaming, tapping, counterboring, and countersinking are commonly used operations, each serving a specific purpose—from creating a basic hole to improving its precision, adding internal threads, or preparing it to properly seat fasteners.
Understanding the differences between these processes is essential for selecting the correct operation in machining and assembly work.
In this article:
Differences Between Drilling, Reaming, Tapping, Counterboring, and Countersinking
Below is a clear and detailed comparison of the machining operations
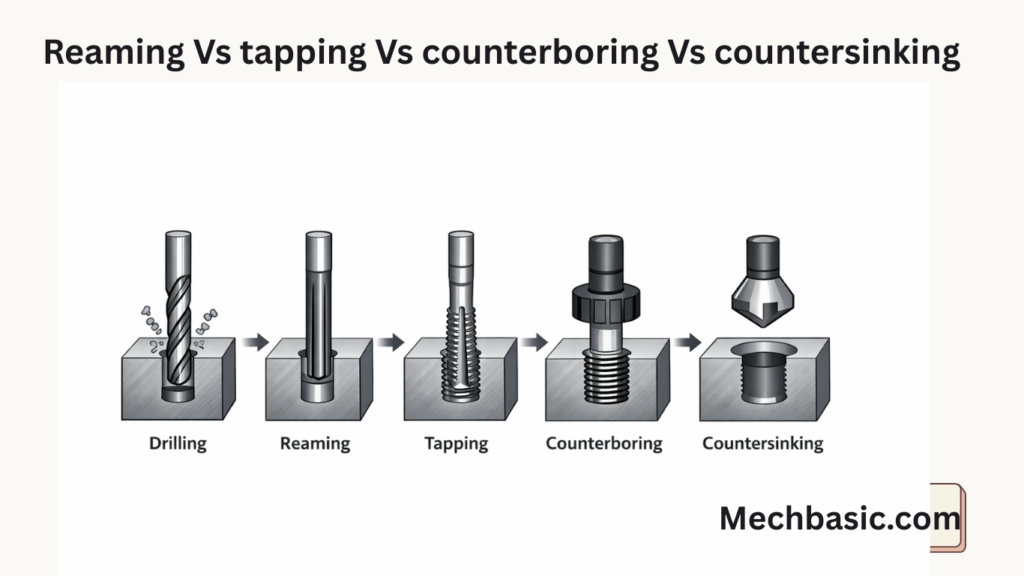
Drilling → Reaming → Tapping → Counterboring → Countersinking, explained step-by-step and in a way suitable for manufacturing theory, exams, and workshop practice.
1. Drilling
Drilling is the first and most basic hole-making operation.
- Purpose: To create a hole in solid material
- Tool used: Drill bit
- Material removal: Maximum
- Accuracy: Low to moderate
- Surface finish: Rough compared to other operations
- Result: A basic hole that may need further finishing
Application: Initial hole making for bolts, screws, or further operations.
2. Reaming
Reaming is a finishing operation performed after drilling.
- Purpose: To improve hole size accuracy, roundness, and surface finish
- Tool used: Reamer
- Material removal: Very small
- Accuracy: High
- Surface finish: Smooth
- Result: Precisely sized hole
Application: Parts requiring tight tolerance and good alignment.
3. Tapping
Tapping is used to cut internal threads inside a drilled hole.
- Purpose: To create internal threads
- Tool used: Tap
- Material removal: Moderate
- Accuracy: High
- Surface finish: Depends on tool and lubrication
- Result: Threaded hole for screws or bolts
Application: Nut holes, machine assemblies, threaded components.
4. Counterboring
Counterboring enlarges the top portion of a hole with a flat bottom.
- Purpose: To seat bolt heads or cap screws flush or below the surface
- Tool used: Counterbore tool (often with pilot)
- Material removal: Moderate
- Accuracy: High (depth control important)
- Shape produced: Cylindrical with flat bottom
Application: Mechanical and structural assemblies.
5. Countersinking
Countersinking creates a conical recess at the mouth of a hole.
- Purpose: To seat countersunk screw heads flush with the surface
- Tool used: Countersink cutter
- Material removal: Small
- Accuracy: Moderate
- Shape produced: Conical (angled)
Application: Sheet metal, aerospace, furniture, and finishing work.
Comparison Table
| Operation | Purpose | Tool Used | Hole Shape | Accuracy | Typical Use |
|---|---|---|---|---|---|
| Drilling | Create hole | Drill bit | Cylindrical | Low–Medium | Initial hole making |
| Reaming | Improve size & finish | Reamer | Cylindrical | High | Precision holes |
| Tapping | Cut threads | Tap | Threaded | High | Internal threads |
| Counterboring | Flat recess | Counterbore | Cylindrical (flat bottom) | High | Bolt head seating |
| Countersinking | Conical recess | Countersink | Conical | Medium | Flush screw seating |
Summary
These operations are often performed in sequence during manufacturing. Drilling creates the hole, reaming improves accuracy, tapping adds threads, counterboring provides space for bolt heads, and countersinking allows screws to sit flush—each serving a specific function in precision machining.
Other courses:


