
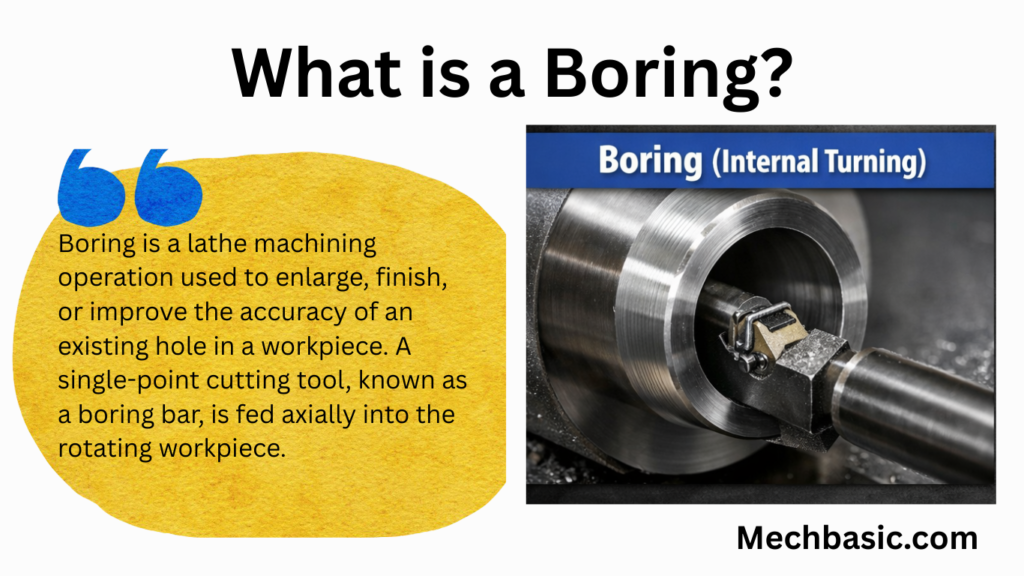
Boring is a lathe machining operation used to enlarge, finish, or improve the accuracy of an existing hole in a workpiece. A single-point cutting tool, known as a boring bar, is fed axially into the rotating workpiece.
This process ensures better dimensional accuracy, surface finish, and concentricity of internal cylindrical surfaces.
In this article:
- Boring Operation in Lathe Machining
- 1. What is Boring?
- 2. Purpose of Boring
- 3. Principle of Boring
- 4. Difference Between Drilling and Boring
- 5. Types of Boring
- 6. Boring Tools
- 7. Boring Operation Setup
- 8. Steps in Boring Operation (Manual Lathe)
- 9. Cutting Parameters (Typical)
- 10. Common Problems & Remedies
- 11. Advantages of Boring
- 12. Limitations
- 13. Applications
- 14. Boring vs Reaming
- 15. Safety Precautions
Boring Operation in Lathe Machining
1. What is Boring?
Boring is a lathe machining operation used to enlarge, true, and finish an existing hole in a workpiece using a single-point cutting tool called a boring tool or boring bar.
Unlike drilling, boring improves accuracy, alignment, and surface finish of the hole.
2. Purpose of Boring
- To increase the diameter of a pre-drilled or cast hole
- To correct inaccuracies (out-of-roundness, taper, misalignment)
- To achieve close tolerances
- To obtain a smooth internal surface
- To prepare holes for fitting bearings, bushings, or shafts
3. Principle of Boring
- The workpiece rotates in the spindle.
- The boring tool is fed longitudinally (parallel to the axis).
- Material is removed from the internal surface of the hole.
4. Difference Between Drilling and Boring
| Drilling | Boring |
|---|---|
| Produces a new hole | Enlarges an existing hole |
| Less accurate | Highly accurate |
| Multi-point tool | Single-point tool |
| Poor finish | Good finish |
5. Types of Boring
a) External Boring
- Tool acts on the inside surface
- Most common lathe boring operation
b) Internal Boring
- Enlargement of internal cylindrical holes
c) Taper Boring
- Produces a conical hole
- Done using compound rest or taper attachment
d) Step Boring
- Produces holes of different diameters
e) Fine / Finish Boring
- Final pass for accuracy and surface finish
6. Boring Tools
- Single-Point Boring Tool
- HSS or carbide
- Used on manual lathes
- Boring Bar
- Long shank for deep holes
- May have indexable inserts
- Adjustable Boring Tool
- Used for precision sizing
Tool geometry:
- Proper clearance angle
- Small nose radius
- Sharp cutting edge
7. Boring Operation Setup
- Work holding: 3-jaw chuck, 4-jaw chuck, faceplate
- Tool setting:
- Tool tip at center height
- Minimum tool overhang (to avoid chatter)
- Hole requirement: Hole must be pre-drilled or cast
8. Steps in Boring Operation (Manual Lathe)
- Drill or ensure an existing hole.
- Mount workpiece securely in chuck.
- Fix boring bar in tool post.
- Set tool exactly at center height.
- Start lathe at suitable speed.
- Feed tool longitudinally inside the hole.
- Take multiple light cuts.
- Measure diameter frequently.
- Perform finishing pass.
9. Cutting Parameters (Typical)
- Cutting speed: Lower than turning
- Feed: 0.05–0.3 mm/rev
- Depth of cut: Small, gradual cuts
- Coolant: Improves finish and reduces heat
10. Common Problems & Remedies
| Problem | Cause | Remedy |
|---|---|---|
| Chatter | Long tool overhang | Reduce overhang |
| Tapered hole | Tool deflection | Use rigid setup |
| Rough finish | Blunt tool | Sharpen tool |
| Oversize hole | Excess depth | Reduce cut, measure often |
11. Advantages of Boring
- High dimensional accuracy
- Excellent surface finish
- Corrects hole alignment
- Suitable for large diameters
12. Limitations
- Requires pre-existing hole
- Slower than drilling
- Tool deflection in deep holes
13. Applications
- Engine cylinders
- Bearing housings
- Bushings
- Hydraulic cylinders
- Machine tool components
14. Boring vs Reaming
| Boring | Reaming |
|---|---|
| Enlarges & corrects hole | Finishes hole |
| Single-point tool | Multi-point tool |
| High accuracy | Very fine finish |
| Flexible size control | Fixed size tool |
15. Safety Precautions
- Ensure tool clearance inside hole
- Avoid excessive depth of cut
- Use coolant
- Stop machine before measurement
Other courses:


