
Blanking is a sheet metal cutting (shearing) operation in which a flat piece of metal (blank) is cut from a larger sheet using a punch and die. The cut-out blank is the useful product, while the remaining sheet is scrap, and the process is widely used in mass production of sheet metal components.
In this article:
- Blanking in Sheet Metal
- 1. Definition of Blanking
- 2. Difference Between Blanking and Punching
- 3. Mechanism of Blanking
- 4. Important Terminology in Blanking
- 5. Blanking Equipment
- 6. Factors Affecting Blanking
- 7. Blanking Force Calculation
- 8. Advantages of Blanking
- 9. Disadvantages of Blanking
- 10. Applications of Blanking
- 11. Summary
- FAQ Section:
Blanking in Sheet Metal
Blanking is a widely used sheet metal cutting operation in which a punch and die are used to cut a flat piece (called a blank) from a larger sheet. Unlike shearing, the cut piece is the desired part, while the remaining sheet is usually scrap.
1. Definition of Blanking
Blanking is the process of punching a sheet metal strip or plate to produce a flat piece of a specific shape, which will be used as a finished part or intermediate component.
- The material removed from the sheet is considered scrap.
- The punch and die are designed to match the blank shape exactly.
Blanking cuts out a part from sheet metal to be used as a component.
2. Difference Between Blanking and Punching
| Feature | Blanking | Punching |
|---|---|---|
| Desired Piece | The cut piece (blank) | The hole in the sheet |
| Scrap | Remaining sheet is scrap | Punched-out piece is scrap |
| Purpose | Produce parts like disks, plates, brackets | Create holes in sheets |
| Tooling | Punch and die match blank shape | Punch matches hole shape |
| Example | Blanking a washer from steel sheet | Punching a hole for a bolt |
3. Mechanism of Blanking
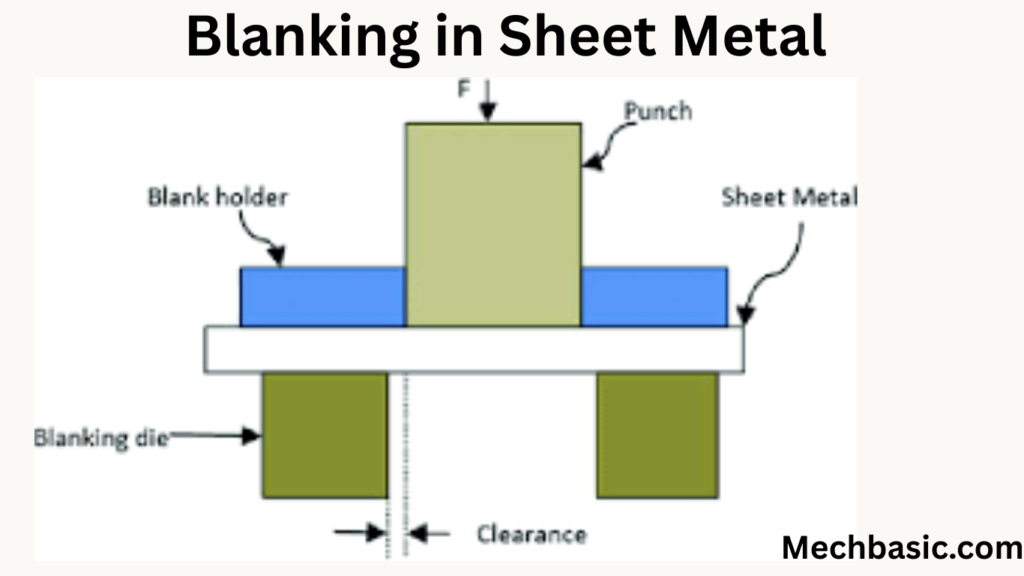
- Sheet metal is placed over the die.
- Punch descends, applying force along the cutting edge.
- Material deforms elastically, then plastically.
- Shear stress exceeds shear strength, separating the blank from the sheet.
- The blank falls through the die as the finished part.
Stages of Blanking:
- Elastic deformation – Sheet bends slightly under punch.
- Plastic deformation – Material flows along punch edge.
- Fracture – Shear occurs along die edges, producing a clean blank.
4. Important Terminology in Blanking
| Term | Definition |
|---|---|
| Blank | The piece cut out from the sheet (desired part) |
| Punch | Tool that pushes sheet into die to cut blank |
| Die | Tool that supports sheet and shapes the cut |
| Shear Force | Force required to punch out the blank |
| Clearance | Gap between punch and die (5–10% of sheet thickness) |
| Web | Material left between two adjacent blanks or holes |
| Burr | Rough edge remaining on blank or sheet |
5. Blanking Equipment
- Hand or Bench Press
- Manual operation for small blanks.
- Suitable for thin sheets (<3 mm).
- Power Press / Hydraulic Press
- Motorized, high production rate.
- Can handle thick sheets and larger blanks.
- Progressive Die Press
- Produces multiple blanks or shapes in one stroke.
- Efficient for high-volume production.
6. Factors Affecting Blanking
- Material Type
- Ductile materials blank easily; brittle materials may crack.
- Sheet Thickness (t)
- Thicker sheets require higher punch force.
- Punch & Die Clearance
- Too small → excessive force, poor edge quality.
- Too large → excessive burrs, rough edges.
- Punch Shape
- Sharp edges reduce force and produce clean blanks.
- Cutting Speed
- Higher speed → cleaner edge, less distortion.
- Lubrication
- Reduces friction, prolongs tool life, and improves edge finish.
7. Blanking Force Calculation
Where:
- F = Shearing force (N)
- τ = Shear strength of the material (N/mm² or MPa)
- L = Length of cut or perimeter being sheared (mm)
- t = Thickness of the sheet (mm)
Observation: Blanking force increases with thicker sheets, stronger materials, and larger blank perimeters.
8. Advantages of Blanking
- Produces precise, uniform blanks.
- Fast and suitable for mass production.
- Minimal secondary operations if edge quality is good.
- Can produce complex shapes with proper tooling.
- Reduces material wastage compared to machining.
9. Disadvantages of Blanking
- Requires high initial tooling cost.
- Not suitable for very thick or hard materials without strong presses.
- Burr formation may require secondary finishing.
- Die wear occurs over time, affecting accuracy.
10. Applications of Blanking
- Automotive parts – washers, brackets, panels
- Electrical components – terminals, connectors
- Industrial machinery – gaskets, flanges
- Aerospace parts – aluminum panels and brackets
- General sheet metal fabrication – disks, rings, plates
11. Summary
- Blanking = cutting a desired part (blank) from sheet metal.
- Unlike punching, the blank is the part we want, not the scrap.
- Process involves punch, die, shear stress, and fracture.
- Advantages: fast, precise, suitable for mass production.
- Limitations: high tooling cost, not suitable for thick/hard materials, burr formation.
FAQ Section:
- What is blanking in manufacturing?
Blanking is a metal cutting process in which a punch and die are used to cut a flat piece (blank) from a sheet or strip of material. - How does blanking differ from punching?
In blanking, the cut-out piece is the desired product, while in punching, the hole cut out is the intended feature, and the scrap is discarded. - What materials are commonly blanked?
Materials include steel, aluminum, copper, brass, and other sheet metals with sufficient ductility. - What equipment is used in blanking?
Blanking is typically performed using a press, with a punch and die assembly designed for the specific shape. - What are the advantages of blanking?
Advantages include high production speed, consistent shape and size, minimal finishing required, and suitability for mass production. - What are the limitations of blanking?
Limitations include initial tooling cost, material thickness restrictions, burr formation, and potential die wear. - What is a blanking die?
A blanking die is a specially designed tool that shapes and cuts the material into the desired blank. - What defects can occur in blanking?
Common defects include burrs, distortion, cracking, uneven edges, and die marks. - Is blanking a cold or hot process?
Blanking is usually a cold working process performed at room temperature. - What are typical applications of blanking?
Applications include manufacturing washers, metal plates, automotive parts, electrical components, and coinage.
Other courses:


