
Bending is a metal forming manufacturing process in which a straight workpiece, usually sheet metal, is plastically deformed to produce an angular or curved shape.
The process is carried out by applying force beyond the material’s yield strength, causing permanent deformation without removing material. Common bending methods include V-bending, U-bending, and roll bending, typically performed using press brakes, dies, or rollers.
Bending is widely used in industries such as automotive, construction, and aerospace to manufacture components like brackets, frames, and enclosures.
In this article:
- Bending Process in Sheet Metal
Bending Process in Sheet Metal
Bending is one of the most common sheet metal forming operations, used to deform a flat sheet along a straight axis to a desired angle without removing material.
It is widely used in automobile panels, enclosures, brackets, ducts, and appliance components.
1. Definition of Bending
Bending is the plastic deformation of sheet metal along a straight axis so that the sheet takes an angular shape.
- The material on the inside of the bend compresses, while the material on the outside stretches.
- The neutral axis is a plane inside the sheet where there is no length change during bending.
Bending changes the shape of the sheet but not the thickness.
2. Mechanism of Bending
During bending:
- Compressive Stress occurs at the inner surface.
- Tensile Stress occurs at the outer surface.
- Neutral Axis experiences no stress (neither tension nor compression).
The bend angle and radius determine the stress distribution and material behavior.
3. Terminology in Bending
| Term | Definition |
|---|---|
| Bend Angle (θ) | Angle between the two flanges after bending |
| Inside Bend Radius (R) | Radius of the inner surface of the bend |
| Sheet Thickness (t) | Thickness of the sheet metal being bent |
| K-Factor | Ratio of neutral axis location to sheet thickness |
| Bend Allowance (BA) | Length of material along neutral axis consumed in the bend |
| Bend Deduction (BD) | Amount subtracted from total flange lengths to get flat length |
| Flange Length | Length of straight portion adjacent to the bend |
4. Types of Bending
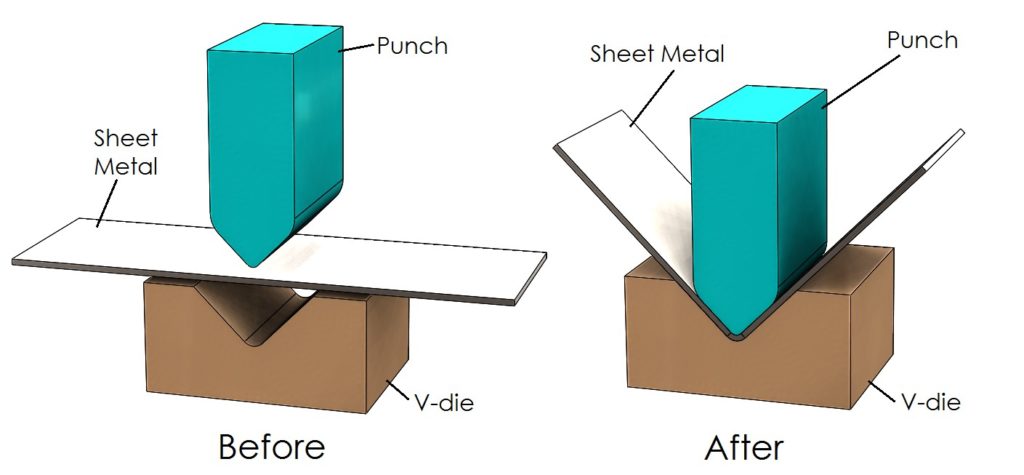
- Air Bending
- The punch presses the sheet into a V-shaped die, without touching the die bottom.
- Advantages: Flexible for different angles and materials.
- Limitations: Less precise; springback can occur.
- Bottoming (Bottoming Bending)
- Punch forces the sheet completely to the die bottom, eliminating springback.
- Advantages: Accurate angle, less springback.
- Limitations: Requires more force; less flexible for varying thickness.
- Coining
- Punch completely presses the material, causing plastic deformation along thickness.
- Advantages: Very precise bend; minimal springback.
- Limitations: Very high force required; tool wear.
5. Bending Methods
- V-Bending – Simple V-shaped die; most common.
- U-Bending – U-shaped die for channel sections.
- Edge Bending – Punch presses along the edge.
- Roll Bending – Rolls bend the sheet into a curve.
- Rotary Bending / Hemming – Punch rolls over the sheet to bend edges.
6. Bending Process Steps
- Sheet Preparation – Clean and measure sheet.
- Sheet Positioning – Place on die.
- Punch Movement – Punch presses sheet into die to form bend.
- Hold / Release – Maintain pressure for material to flow.
- Part Removal – Release punch and remove bent part.
- Edge Finishing – Deburr if necessary.
7. Bending Calculations
Key Calculations:
Bend Allowance (BA) – Length of material along neutral axis:
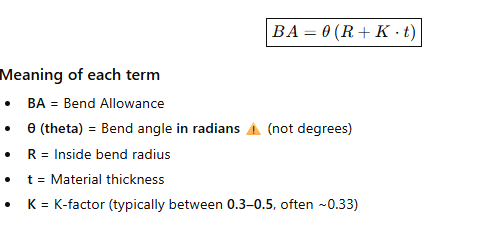
Bend Deduction (BD) – Amount subtracted to get flat length:
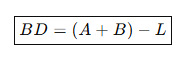
Where (A, B) = flange lengths, (L) = flat length
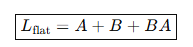
Flat Pattern / Blank Length:

8. Factors Affecting Bending
- Material Type – Ductility affects bendability.
- Sheet Thickness (t) – Thicker sheets require more force.
- Inside Bend Radius (R) – Small radius → sharper bend → more stress.
- Bending Method – Air bending, bottoming, coining.
- Tooling – Punch and die geometry, clearance.
- Springback – Elastic recovery; must be compensated.
9. Advantages of Bending
- Simple and fast process.
- Can produce a wide range of angles and shapes.
- Minimal material waste.
- Compatible with automation and CNC machines.
10. Limitations of Bending
- Material may crack at sharp bends.
- Springback may affect accuracy.
- Limited to sheet thickness and bend radius.
- Tooling can be expensive for complex bends.
11. Applications of Bending
- Automotive body panels and brackets
- Electrical enclosures and cabinets
- Ducts and HVAC components
- Appliance frames and covers
- Structural metal components
12. Summary
- Bending is a plastic deformation process changing sheet shape without cutting.
- Neutral axis, K-factor, Y-factor, bend allowance are critical for accurate flat pattern calculation.
- Methods: Air bending, bottoming, coining, roll bending.
- Advantages: Simple, fast, minimal waste.
- Limitations: Springback, cracking, tool cost.
FAQ Section:
- What is the bending process in manufacturing?
Bending is a metal forming process in which a material, usually sheet or plate, is deformed around a straight axis to form an angle or curve without removing material. - What materials can be bent?
Materials commonly bent include steel, aluminum, copper, brass, and plastics that have sufficient ductility. - What are the main types of bending?
The main types are air bending, bottoming (or bottom die bending), coining, roll bending, and rotary bending. - How does bending differ from forming?
Bending specifically changes the shape along a straight line or axis, whereas forming can involve more complex shapes or contours. - What is springback in bending?
Springback is the tendency of a material to partially return to its original shape after the bending force is removed, due to elastic recovery. - How is springback compensated?
Springback can be compensated by over-bending slightly beyond the desired angle or by using precision dies. - What equipment is used in bending?
Common equipment includes press brakes, bending machines, roll benders, and manual or hydraulic bending tools. - What are the advantages of the bending process?
Advantages include fast production, ability to create complex angles, minimal material waste, and suitability for large sheets. - What are the limitations of bending?
Limitations include possible cracking for brittle materials, uneven thickness, springback issues, and limited bend radius for thick sheets. - What are typical applications of bending?
Applications include manufacturing of metal enclosures, automotive parts, structural components, frames, brackets, and pipes.
Other courses:


