
Backward extrusion is a metal forming process in which the metal flows in the opposite direction to the movement of the punch or ram. In this process, the punch penetrates the billet and forces the material to flow backward around it, forming hollow or cup-shaped components.
It is widely used for producing seamless containers, tubes, and shells with good surface finish and high strength.
In this article:
- Backward Extrusion Process (Indirect Extrusion)
- 1. Definition
- 2. Principle of Backward Extrusion
- 3. Backward Extrusion Setup and Components
- 4. Working Steps of Backward Extrusion
- 5. Temperature Conditions
- 6. Materials Used
- 7. Types of Backward Extrusion
- 8. Advantages of Backward Extrusion
- 9. Limitations
- 10. Defects in Backward Extrusion
- 11. Applications of Backward Extrusion
- 12. Comparison with Forward Extrusion
- 13. Summary
Backward Extrusion Process (Indirect Extrusion)
1. Definition
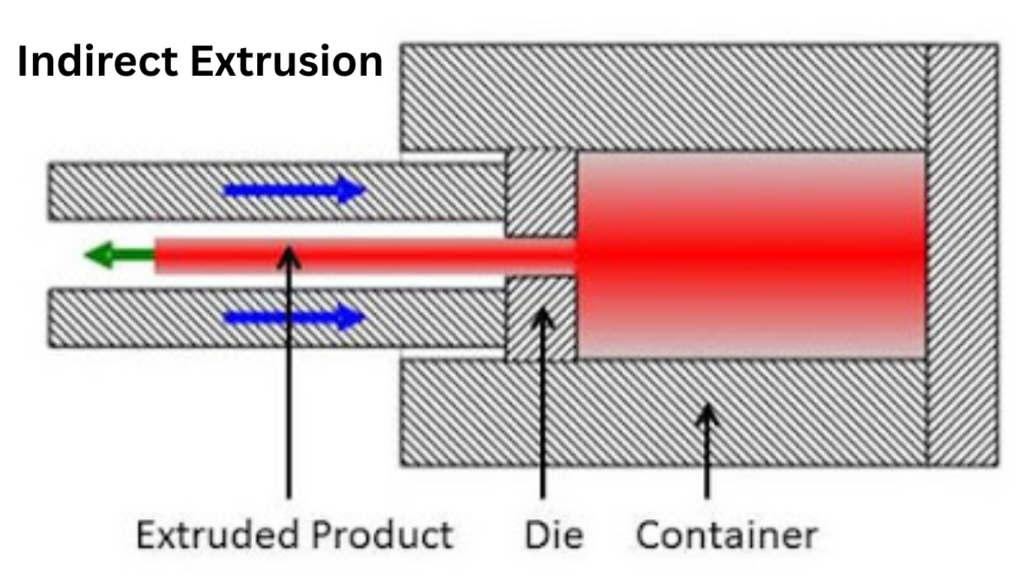
Backward extrusion, also known as indirect extrusion, is a metal forming process in which the metal flows in the direction opposite to the movement of the punch/ram. In this process, the die is mounted on the ram, and the billet remains stationary inside the container.
2. Principle of Backward Extrusion
- A billet is placed inside a closed container.
- A hollow punch with die opening moves forward into the billet.
- The metal flows backward (opposite to ram motion) through the die opening.
- The extruded product forms around the punch.
👉 Since the billet does not move relative to the container, billet–container friction is eliminated, reducing extrusion force.
3. Backward Extrusion Setup and Components
Main Components
- Container
- Billet
- Ram
- Die (mounted on ram)
- Hollow punch
- Lubrication system
4. Working Steps of Backward Extrusion
- Billet Loading
- Billet is placed inside the container.
- Punch Movement
- Ram pushes the hollow punch into the billet.
- Metal Flow
- Metal flows in the reverse direction, passing through the die.
- Product Formation
- Extruded metal forms as a hollow or cup-shaped section around the punch.
- Ejection
- Product is removed after completion.
5. Temperature Conditions
Backward extrusion can be performed as:
- Cold backward extrusion (most common)
- Warm backward extrusion
- Hot backward extrusion
Cold backward extrusion is widely used for thin-walled, high-precision components.
6. Materials Used
- Aluminum and its alloys
- Copper and brass
- Steel (low and medium carbon)
- Lead and tin
7. Types of Backward Extrusion
7.1 Backward Cup Extrusion
- Produces cup-shaped components.
Examples
- Aluminum cans
- Cartridge cases
7.2 Combined Forward and Backward Extrusion
- Metal flows in both directions simultaneously.
Applications
- Complex-shaped components
8. Advantages of Backward Extrusion
- Lower extrusion force than forward extrusion
- No billet–container friction
- Better surface finish
- High dimensional accuracy
- Longer die life
9. Limitations
- Limited product length
- Complex tooling
- Alignment is critical
- Higher initial setup cost
10. Defects in Backward Extrusion
| Defect | Cause |
|---|---|
| Wall thickness variation | Misalignment |
| Cracking | Excessive deformation |
| Earing | Material anisotropy |
| Surface defects | Poor lubrication |
11. Applications of Backward Extrusion
- Collapsible tubes (toothpaste tubes)
- Beverage cans
- Automotive components
- Battery cases
- Shell and cartridge cases
12. Comparison with Forward Extrusion
| Aspect | Forward Extrusion | Backward Extrusion |
|---|---|---|
| Metal flow | Same as ram | Opposite to ram |
| Friction | High | Very low |
| Force required | High | Lower |
| Surface finish | Moderate | Better |
13. Summary
Backward extrusion is a highly efficient extrusion process used mainly for hollow and thin-walled components. Its key advantage is reduced friction and lower force requirement, making it ideal for cold extrusion applications with excellent dimensional accuracy.
FAQ Section:
- What is backward extrusion?
Backward extrusion is a metal forming process in which the material flows opposite to the direction of the punch movement. - Why is backward extrusion also called indirect extrusion?
It is called indirect extrusion because the die moves into the billet, causing the material to flow backward relative to the punch. - How does backward extrusion differ from forward extrusion?
In backward extrusion, material flows opposite to punch movement, while in forward extrusion it flows in the same direction as the punch. - What materials are commonly used in backward extrusion?
Common materials include aluminum, copper, steel, lead, and their alloys. - What are the advantages of backward extrusion?
Advantages include lower extrusion force, reduced friction, better surface finish, and improved dimensional accuracy. - What are the limitations of backward extrusion?
Limitations include complex tooling, higher punch strength requirements, and restrictions on extruded length. - What types of products are made using backward extrusion?
Typical products include tubes, cups, cans, hollow shafts, bearing races, and automotive components. - Is backward extrusion a hot or cold process?
Backward extrusion can be performed as both hot extrusion and cold extrusion, depending on material and application. - Why is friction lower in backward extrusion?
Friction is lower because the billet remains stationary relative to the container, reducing contact and resistance. - Where is backward extrusion commonly used?
Backward extrusion is widely used in automotive, aerospace, packaging, and precision engineering industries.
Other courses:


