
Continuous electroplating is a process used for plating long strips, wires, or sheets of metal continuously.
The material moves through a plating solution while electric current deposits the metal coating.
It is widely used for high-speed production and uniform coating quality.
In this article:
- Continuous electroplating
- Definition
- Principle of continuous electroplating
- Main components of a continuous electroplating system
- Working process of continuous electroplating
- Materials commonly coated by continuous electroplating
- Common plating metals used
- Applications of continuous electroplating
- Advantages of continuous electroplating
- Disadvantages of continuous electroplating
- Comparison with other electroplating methods
- Conclusion
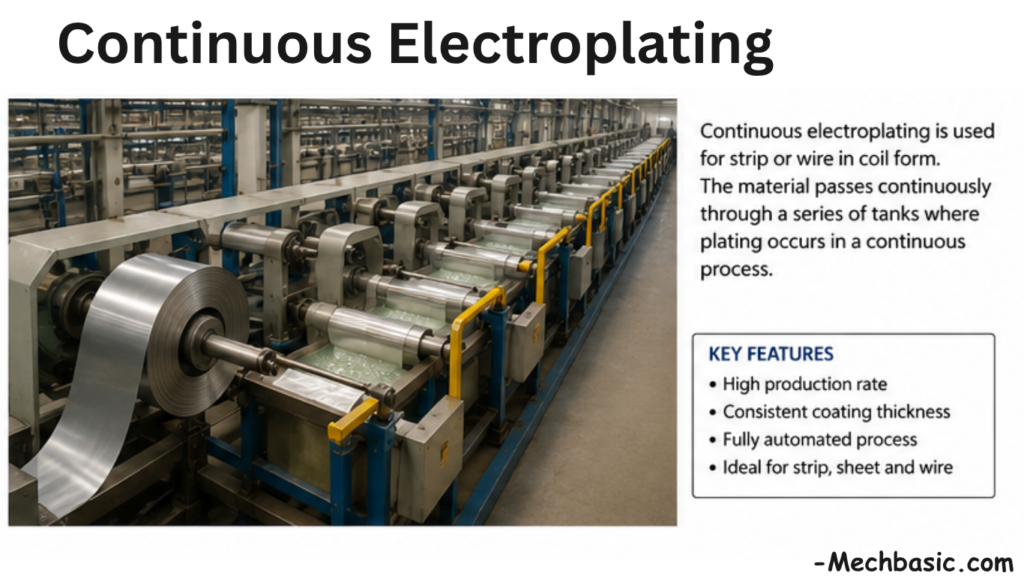
Continuous electroplating
Continuous electroplating is a type of electroplating process in which a strip, wire, sheet, or continuous material moves continuously through a sequence of plating tanks while receiving a metal coating. Unlike rack or barrel electroplating, components are not processed batch by batch; instead, the material continuously travels through the system.
This process is mainly used in high-volume industrial production because it provides high speed, automation, and uniform coating quality.
Definition
Continuous electroplating is an electroplating method in which a continuously moving material passes through electrolyte baths while electric current deposits a metal coating on its surface.
Principle of continuous electroplating
Continuous electroplating works on the principle of electrolysis.
When direct current flows:
- The coating metal acts as the anode
- The moving material acts as the cathode
- Metal ions in the electrolyte move and deposit onto the material surface
As the material continuously moves through the line, a uniform coating forms.
Main components of a continuous electroplating system
1. Uncoiler or feed system
This section supplies the raw material continuously.
Examples of materials:
- Steel strips
- Copper strips
- Wires
- Foils
- Metal sheets
Function:
- Feeds material into the process line
2. Cleaning section
Before plating, the material surface is cleaned.
Methods include:
- Degreasing
- Acid cleaning
- Rinsing
- Surface activation
Purpose:
Remove:
- Oil
- Dirt
- Oxides
- Grease
- Surface contamination
Proper cleaning ensures good adhesion.
3. Electrolyte tanks
These tanks contain metal salt solutions.
Examples:
- Copper sulfate solution
- Nickel sulfate solution
- Zinc solution
- Tin solution
Functions:
- Conduct electricity
- Supply metal ions
4. Anodes
Anodes are made of the plating metal.
Examples:
- Zinc
- Nickel
- Copper
- Tin
- Chromium
Connected to the positive terminal.
Function:
- Release metal ions into the solution
5. Cathode (moving material)
The moving strip or wire acts as the cathode.
Connected to the negative terminal.
Function:
Receives deposited metal ions.
6. Power supply
A DC power source supplies electrical energy for electrolysis.
7. Rinsing section
After plating:
- Chemicals are washed away
- Surface residues are removed
8. Drying section
Hot air or drying systems remove moisture.
9. Recoiler
After processing, the finished plated material is wound or collected.
Working process of continuous electroplating
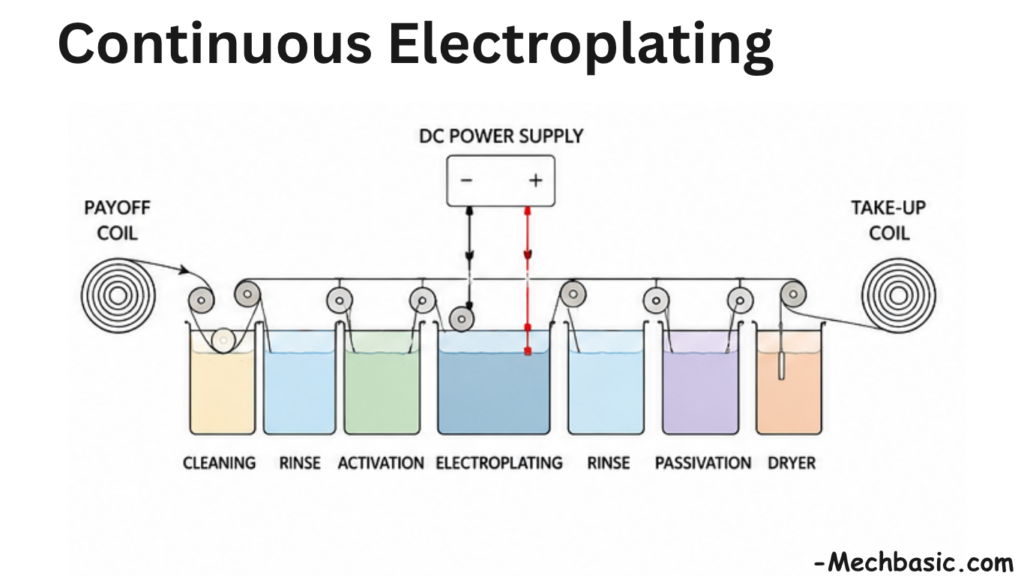
Step 1: Feeding
The strip, wire, or sheet enters the system continuously.
Step 2: Cleaning
Contaminants are removed.
Clean surfaces improve coating quality.
Step 3: Surface activation
Some materials require activation before plating.
Purpose:
Improve adhesion.
Step 4: Electroplating
The material passes through electrolyte tanks.
Electric current is applied.
At the anode:
M → M⁺ + e⁻
At the cathode:
M⁺ + e⁻ → M
Metal ions deposit continuously.
Step 5: Rinsing
Residual chemicals are washed away.
Step 6: Drying and collection
The finished material is dried and collected.
Materials commonly coated by continuous electroplating
Examples:
- Steel strips
- Copper strips
- Aluminum sheets
- Wires
- Foils
- Electronic materials
Common plating metals used
Examples:
- Zinc
- Tin
- Nickel
- Copper
- Chromium
- Gold
- Silver
Selection depends on application requirements.
Applications of continuous electroplating
Electronics industry
- Connector strips
- Lead frames
- Circuit materials
Automotive industry
- Steel strip coatings
- Decorative trim materials
Packaging industry
- Tin-coated steel cans
Battery manufacturing
- Battery strip materials
Wire industry
- Electrical wires
- Communication cables
Advantages of continuous electroplating
1. High production rate
Very suitable for mass production.
2. Uniform coating thickness
Continuous movement provides consistency.
3. Automated operation
Less manual labor required.
4. Lower production cost per unit
Economical at large scale.
5. Good process control
Current, speed, and coating thickness can be controlled accurately.
Disadvantages of continuous electroplating
1. High initial investment
Equipment and setup costs are large.
2. Limited to continuous products
Not suitable for separate individual components.
3. Maintenance complexity
Large systems require regular maintenance.
4. Process control requirements
Precise control is necessary.
Comparison with other electroplating methods
| Feature | Continuous | Barrel | Rack |
|---|---|---|---|
| Production type | Continuous | Batch | Batch |
| Product shape | Strip/wire/sheet | Small parts | Large parts |
| Speed | Very high | High | Moderate |
| Surface finish | Uniform | Moderate | High quality |
| Automation | High | Moderate | Lower |
| Cost per unit | Low at high volume | Low | Higher |
Conclusion
Continuous electroplating is a high-speed, automated electroplating process used for coating continuously moving materials such as wires, strips, and sheets. It provides uniform coating, excellent productivity, and cost efficiency for large-scale industrial manufacturing.
Other courses:


