
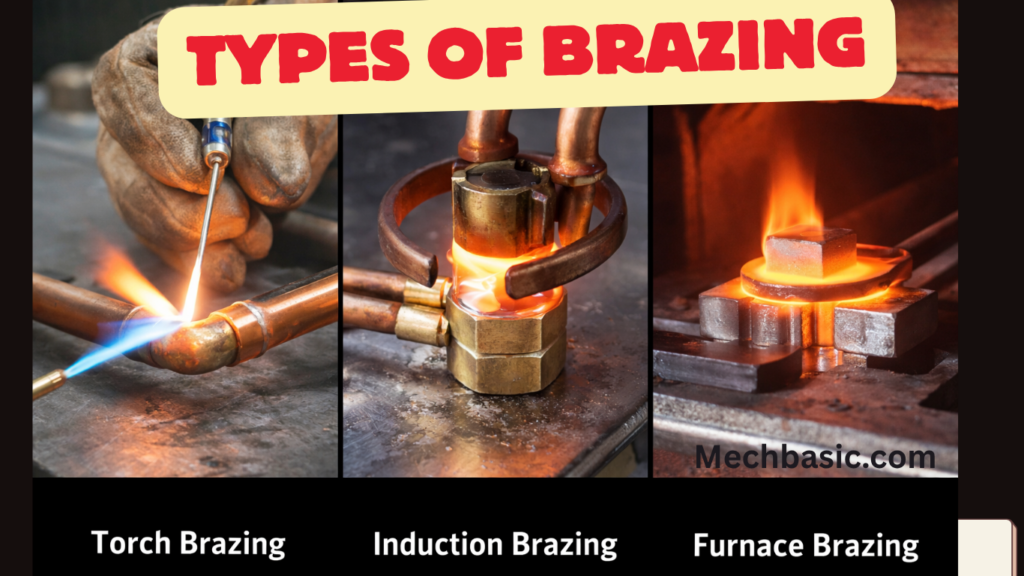
The three main types of brazing are:
- Torch Brazing – Uses a flame to heat the metals and melt the filler; common in plumbing and HVAC.
- Furnace Brazing – Parts are heated in a controlled furnace, ideal for batch production and uniform joints.
- Induction Brazing – Uses electromagnetic induction to heat the joint rapidly, suitable for precision and automated processes.
In this article:
Here’s a detailed explanation of the three main types of brazing, including principles, processes, equipment, and typical applications:
1. Torch Brazing (Flame Brazing)
Definition
Torch brazing uses a hand-held gas flame (commonly propane, acetylene, or natural gas with oxygen) to heat the base metals and melt the filler metal.
How It Works
- Clean and flux the metal surfaces.
- Apply the flame to heat the joint area evenly.
- Touch the filler rod to the heated joint; it melts and flows into the gap by capillary action.
- Allow the joint to cool and solidify.
Advantages
- Flexible; suitable for small or repair jobs.
- Portable and can be used on-site or in the field.
- Can handle medium-to-large assemblies with proper heating.
Disadvantages
- Requires skilled operator for even heating.
- Flame may overheat thin parts, causing distortion or burn-through.
- Slower and less precise than furnace or induction brazing.
Applications
- HVAC tubing repair and assembly
- Jewelry making
- Small-scale metal fabrication
- Automotive repairs
2. Furnace Brazing
Definition
Furnace brazing uses a controlled-atmosphere furnace to heat parts uniformly to the brazing temperature. The joint is often pre-fluxed or flux-free (using a protective atmosphere).
How It Works
- Parts are assembled and placed in a fixture.
- The furnace atmosphere (nitrogen, hydrogen, or vacuum) prevents oxidation.
- Heat raises the assembly to the filler metal’s melting point.
- Capillary action draws the molten filler into the joints.
- Parts cool in the furnace or under controlled conditions.
Advantages
- Consistent, uniform joints, especially for mass production.
- Minimal operator skill required once process is set.
- Can join complex or multiple assemblies simultaneously.
- Can use flux-free brazing in a protective atmosphere.
Disadvantages
- Expensive equipment.
- Less flexible; parts must fit inside the furnace.
- Not ideal for on-site repairs.
Applications
- Automotive components (radiators, heat exchangers)
- Aerospace components (turbine parts, engine assemblies)
- Industrial machinery (gear assemblies, small fabricated parts)
3. Induction Brazing
Definition
Induction brazing uses electromagnetic induction to heat the joint locally. An induction coil generates an alternating magnetic field, which induces currents (eddy currents) in the metal, producing heat directly at the joint.
How It Works
- Place the joint within the induction coil.
- Turn on the induction current; metals heat rapidly due to eddy currents.
- Touch the filler metal to the joint; it melts and flows via capillary action.
- Cooling is rapid, producing a strong bond.
Advantages
- Fast and precise heating, localized to the joint.
- Minimal distortion due to low heat input outside the joint.
- Highly repeatable; easy to automate for production lines.
- No open flame; safer and cleaner than torch brazing.
Disadvantages
- High initial cost for induction equipment.
- Limited to parts that fit the induction coil.
- Requires proper control of frequency and power for different metals and thicknesses.
Applications
- Automotive fuel lines and brake tubing
- Electronics components
- High-volume production parts requiring precise, repeatable joints
Comparison Table of Three Types of Brazing
| Feature | Torch Brazing | Furnace Brazing | Induction Brazing |
|---|---|---|---|
| Heat Source | Gas flame | Controlled-atmosphere furnace | Electromagnetic induction |
| Operator Skill | High | Moderate | Low to moderate (process-controlled) |
| Speed | Slow to moderate | Moderate | Very fast |
| Precision | Moderate | High | Very high, localized |
| Distortion | Moderate | Low | Minimal |
| Equipment Cost | Low | High | High |
| Flexibility | High, portable | Low, fixed | Moderate, coil-limited |
| Typical Use | Repairs, small assemblies | Mass production, complex parts | High-volume, precise production |
Summary:
- Torch brazing – flexible, portable, skilled operator, good for repairs and small assemblies.
- Furnace brazing – uniform, flux-free possible, ideal for mass production of complex parts.
- Induction brazing – fast, precise, localized, ideal for automated high-volume production.
Other courses:


