
Peck drilling is a drilling technique in which the drill bit is fed into the workpiece in short, repeated steps and withdrawn frequently to remove chips. This method helps reduce heat, prevent tool breakage, and improve chip evacuation, especially when drilling deep holes or hard materials.
In this article:
Peck Drilling
Peck drilling is a special drilling technique used to drill deep holes or holes in materials that tend to produce long, stringy chips. Instead of drilling the hole in a single continuous pass, the drill is advanced in small incremental depths, then withdrawn periodically to clear chips and allow coolant to reach the cutting edge.
1. Definition
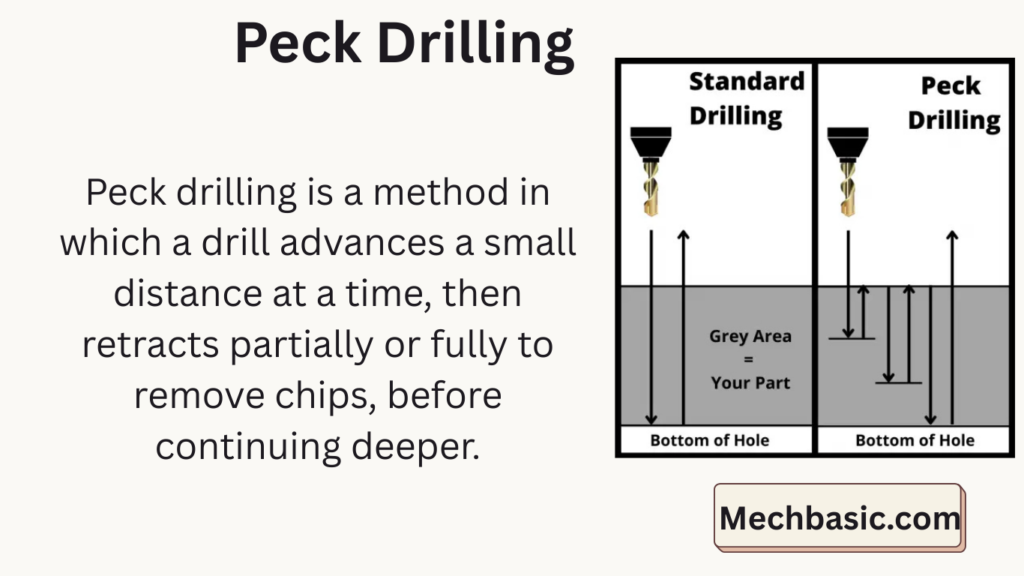
Peck drilling is a method in which a drill advances a small distance at a time, then retracts partially or fully to remove chips, before continuing deeper.
- Purpose: Prevent tool breakage, reduce heat, and improve chip evacuation
- Especially useful in deep hole drilling or soft ductile materials like aluminum, copper, or stainless steel
2. Purpose of Peck Drilling
- Prevent chip clogging in deep holes
- Reduce drill breakage
- Improve hole accuracy and surface finish
- Enhance coolant flow to the cutting edge
- Enable safe drilling of long, narrow holes
3. Machines Used
- CNC milling or drilling centers (most common)
- Drill press (manual, but less precise)
- Lathe machines with drilling attachment
- Any machine that allows controlled feed and retraction
4. Tools Used
- Standard twist drills
- Gun drills or long-reach drills (for very deep holes)
- Drill materials: HSS, carbide, cobalt-coated
Note: Peck drilling is a technique, not a special tool — it can be applied with regular drills.
5. Process Steps
- Mark and Center
- Use center drill or spot drill for accuracy
- Pilot Hole (Optional)
- Small hole for guidance in long drilling
- Set Peck Depth
- Decide incremental depth per peck (depends on drill diameter, material, and hole depth)
- Typical range: 1–5 × drill diameter
- Drilling in Steps
- Advance drill incrementally
- Drill retracts partially or fully after each peck
- Chip Removal and Coolant Application
- Chips cleared during retraction
- Coolant reaches cutting edge to reduce heat
- Continue Until Full Depth
- Repeat peck cycles until target depth is reached
- Finishing
- Optional reaming or deburring for precision
6. Peck Drilling Parameters
- Peck Depth (Incremental Depth):
- Shallow holes: 1–2 × drill diameter
- Deep holes: smaller for chip-prone materials
- Feed Rate: Light to moderate
- Spindle Speed: Slower than shallow drilling
- Coolant: High-pressure coolant recommended for metals
Example:
- Drill Ø10 mm hole, depth 100 mm → L/D = 10:1
- Peck depth = 10 mm
- Drill in 10 passes, clearing chips after each 10 mm
7. Advantages
- Prevents tool breakage
- Improves chip evacuation
- Reduces heat generation and wear
- Increases accuracy and hole straightness
- Allows drilling in tough materials and high L/D ratio holes
8. Limitations
- More time-consuming than standard drilling
- Requires controlled machine (manual machines are difficult)
- Needs coolant and chip management for efficiency
- Drill tip must be sharp to avoid rubbing
9. Applications
- Deep hole drilling
- Aerospace and automotive components
- Hydraulic cylinder holes
- Oil, gas, and pipeline drilling
- Long holes in metals prone to chip jamming
- CNC machining for high-precision parts
10. Peck Drilling vs Normal Drilling
| Feature | Peck Drilling | Normal Drilling |
|---|---|---|
| Chip Evacuation | Regularly cleared | May clog in deep holes |
| Tool Life | Longer | Shorter for deep holes |
| Hole Depth | Can be very deep | Limited by L/D ratio |
| Feed | Intermittent | Continuous |
| Accuracy | Higher | Moderate |
| Machine Requirement | CNC or controlled | Any standard drill |
11. Best Practices
- Use pilot holes for long or large-diameter drills
- Choose appropriate peck depth based on material
- Apply coolant consistently
- Keep drill sharp to prevent rubbing and heat
- Ensure rigid workpiece clamping to prevent vibration
Peck drilling is widely used in CNC deep-hole operations, where drilling a hole in one pass would cause chip clogging, drill bending, or breakage.
Other courses:


