
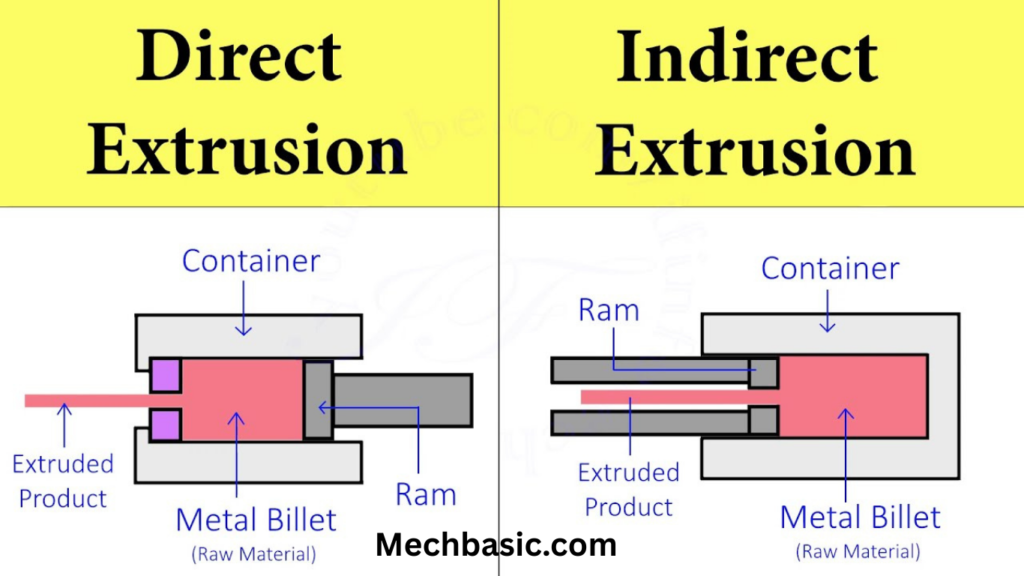
Extrusion processes are classified into direct (forward) extrusion and indirect (backward) extrusion based on the direction of metal flow relative to the ram movement.
In direct extrusion, metal flows in the same direction as the ram, while in indirect extrusion, metal flows opposite to the ram. Both processes differ in terms of friction, force requirement, tooling complexity, and product quality, and are selected according to application needs.
In this article:
Direct (Forward) vs Indirect (Backward) Extrusion :
Extrusion is a metal forming process in which a billet is forced to flow through a die to produce a component with a constant cross-section. Based on the direction of metal flow with respect to ram movement, extrusion is classified into direct (forward) extrusion and indirect (backward) extrusion.
1. Basic Definition
| Aspect | Direct Extrusion (Forward) | Indirect Extrusion (Backward) |
|---|---|---|
| Definition | Metal flows in the same direction as the ram | Metal flows opposite to the ram direction |
| Also called | Forward extrusion | Backward extrusion |
2. Process Description
Direct Extrusion
- Billet is placed in a container.
- Ram pushes the billet toward a stationary die.
- Metal flows forward through the die opening.
- There is sliding contact between billet and container wall.
Indirect Extrusion
- Die is mounted on a hollow ram.
- Billet remains stationary inside the container.
- As ram moves forward, metal flows backward through the die.
- There is little or no relative movement between billet and container wall.
3. Friction and Force Requirement
| Factor | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Billet–container friction | High | Very low |
| Extrusion force | Higher | Lower |
| Energy consumption | More | Less |
Explanation:
- In direct extrusion, friction between billet and container resists metal flow.
- In indirect extrusion, absence of relative motion reduces friction, lowering force.
4. Metal Flow Characteristics
| Feature | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Metal flow direction | Same as ram | Opposite to ram |
| Uniformity of flow | Less uniform due to friction | More uniform |
| Dead metal zone | Present near container walls | Minimal or absent |
5. Tooling and Equipment
| Aspect | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Die position | Fixed at container end | Mounted on hollow ram |
| Equipment complexity | Simple | More complex |
| Tool alignment | Easier | Critical and difficult |
| Maintenance | Easier | More difficult |
6. Product Quality
| Aspect | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Surface finish | Moderate | Better |
| Dimensional accuracy | Good | Very good |
| Residual stresses | Higher | Lower |
| Defects | More due to friction | Fewer defects |
7. Material Utilization
| Factor | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Billet length limitation | No major limitation | Limited by hollow ram length |
| Scrap generation | More (butt end) | Less |
| Material efficiency | Moderate | Higher |
8. Applications
| Direct Extrusion | Indirect Extrusion |
|---|---|
| Aluminum window frames | Seamless tubes |
| Rods and bars | Cups and cans |
| Channels and angles | Collapsible tubes |
| Structural profiles | Thin-walled hollow sections |
9. Advantages and Disadvantages
Direct Extrusion
Advantages:
- Simple setup
- Suitable for long products
- Widely used and economical
Disadvantages:
- High friction and force
- More power consumption
- Tool wear is higher
Indirect Extrusion
Advantages:
- Lower extrusion force
- Better surface finish
- Reduced friction and tool wear
Disadvantages:
- Complex tooling
- Limited product length
- Higher equipment cost
10. Summary Table
| Feature | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Metal flow | Same as ram | Opposite to ram |
| Friction | High | Low |
| Force required | High | Low |
| Tooling | Simple | Complex |
| Product quality | Good | Very good |
| Application range | Very wide | Limited but precise |
11. Conclusion
- Direct extrusion is simple, widely used, and suitable for long profiles but requires higher force due to friction.
- Indirect extrusion offers better surface finish, lower force, and higher efficiency, but has higher tooling complexity and length limitations.
- The choice depends on product length, accuracy, surface finish, and production cost.
Other courses:


