
Types of Turning Processes (Lathe / CNC Lathe) –
Turning is a machining process in which a cutting tool removes material from a rotating workpiece to produce cylindrical shapes. Depending on the direction of feed, tool movement, and the shape produced, turning is classified into several types.
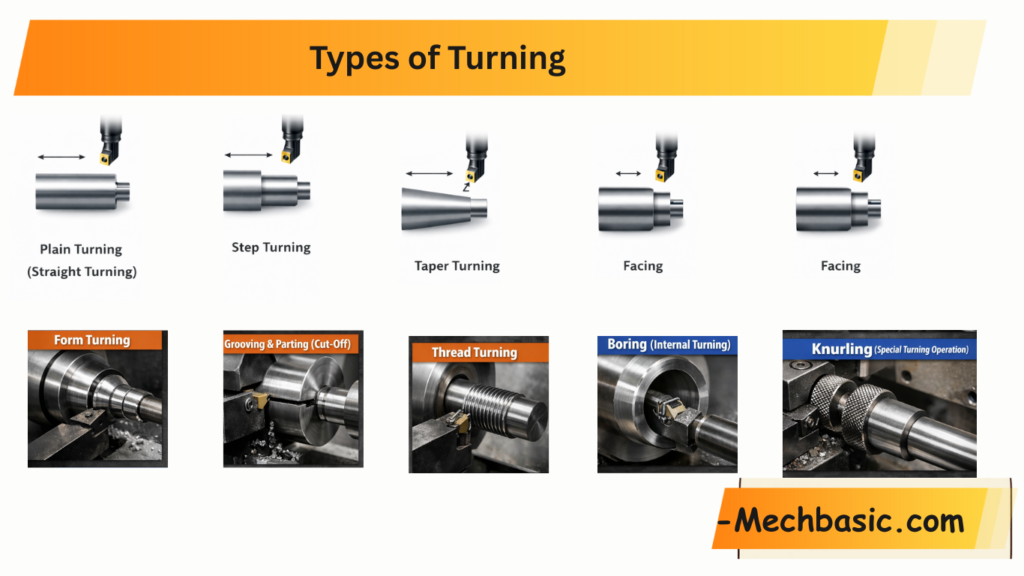
Below are the main types of turning processes, explained in detail.
1. Plain Turning (Straight Turning)
Description:
Plain turning is used to reduce the diameter of a workpiece uniformly along its length.
Tool Movement:
- Tool moves parallel to the axis of rotation.
- Produces a straight cylindrical surface.
Purpose:
- Size reduction
- Improve surface finish
- Prepare workpiece for further operations
Applications:
- Shafts
- Pins
- Rods
2. Step Turning
Description:
Step turning produces two or more different diameters along the length of a workpiece, forming steps or shoulders.
Tool Movement:
- Longitudinal feed for diameter reduction
- Radial feed for shoulder formation
Purpose:
- Create mounting surfaces
- Provide support for gears, bearings, or pulleys
Applications:
- Stepped shafts
- Spindles
- Axles
3. Taper Turning
Description:
Taper turning produces a conical surface where the diameter gradually decreases or increases along the length.
Methods:
- Compound rest method
- Tailstock offset method
- Taper turning attachment
- CNC taper programming
Applications:
- Morse tapers
- Machine tool spindles
- Shaft ends
4. Facing
Description:
Facing is used to produce a flat surface at the end of the workpiece.
Tool Movement:
- Tool moves perpendicular to the axis of rotation.
Purpose:
- Control workpiece length
- Square the end surface
Applications:
- All lathe workpieces
5. Chamfer Turning
Description:
Chamfer turning creates a beveled edge at the corner of a workpiece.
Purpose:
- Remove sharp edges
- Ease assembly
- Prevent damage
Typical Angles:
- 30°, 45°, or 60°
6. Form Turning
Description:
Form turning uses a specially shaped tool to produce a specific profile in one pass.
Tool Movement:
- Radial feed only
Purpose:
- Produce complex profiles quickly
Limitations:
- High cutting forces
- Limited to short profiles
7. Grooving
Description:
Grooving creates a narrow channel or recess on the workpiece surface.
Types:
- External grooving
- Internal grooving
Applications:
- O-ring grooves
- Circlip grooves
8. Parting (Cut-Off)
Description:
Parting separates a finished component from bar stock.
Tool Movement:
- Radial inward feed
Precautions:
- Correct alignment
- Adequate coolant
9. Thread Turning
Description:
Thread turning produces helical threads on the external or internal surface.
Features:
- Tool feed synchronized with spindle speed
- Multiple passes required
Thread Types:
- Metric
- UNC / UNF
- ACME
- Square threads
10. Boring (Internal Turning)
Description:
Boring enlarges and finishes an existing hole.
Tool Used:
- Boring bar
Applications:
- Bearing housings
- Bushings
11. Knurling (Special Turning Operation)
Description:
Knurling creates a patterned surface for grip.
Note:
- Material is displaced, not cut
Applications:
- Handles
- Adjustment knobs
Summary Table
| Turning Type | Main Purpose |
|---|---|
| Plain Turning | Reduce diameter |
| Step Turning | Multiple diameters |
| Taper Turning | Conical surface |
| Facing | Flat end surface |
| Chamfer Turning | Beveled edges |
| Form Turning | Profile shapes |
| Grooving | Cut grooves |
| Parting | Separate workpiece |
| Thread Turning | Produce threads |
| Boring | Enlarge holes |
| Knurling | Improve grip |
Turning in CNC vs Manual Lathe
| Feature | Manual Lathe | CNC Lathe |
|---|---|---|
| Accuracy | Operator dependent | High precision |
| Production | Low to medium | Medium to high |
| Complexity | Limited | Advanced profiles |
Summary:
Turning processes shape rotating workpieces into cylindrical, stepped, tapered, threaded, or grooved parts.
Other courses:


