
Piercing and blanking are fundamental sheet metal cutting operations performed using a punch and die in a press machine.
- Piercing is a process in which a hole is created in a sheet metal by forcing a punch through it. The removed material (called the slug) is scrap, and the remaining sheet is the useful part.
- Blanking is a process in which a flat piece of metal (called the blank) is cut out from a larger sheet. In this case, the cut-out piece is the useful product, and the remaining sheet is scrap.
Both operations are widely used in manufacturing industries such as automotive, electronics, and appliance production for high-speed, accurate metal part fabrication.
In this article:
Piercing and Blanking
Piercing and blanking are two closely related sheet metal cutting operations used to produce holes or parts from a metal sheet. Both are punch-and-die operations, but they differ in which part of the sheet is considered the useful product.
1. Blanking
1.1 Definition
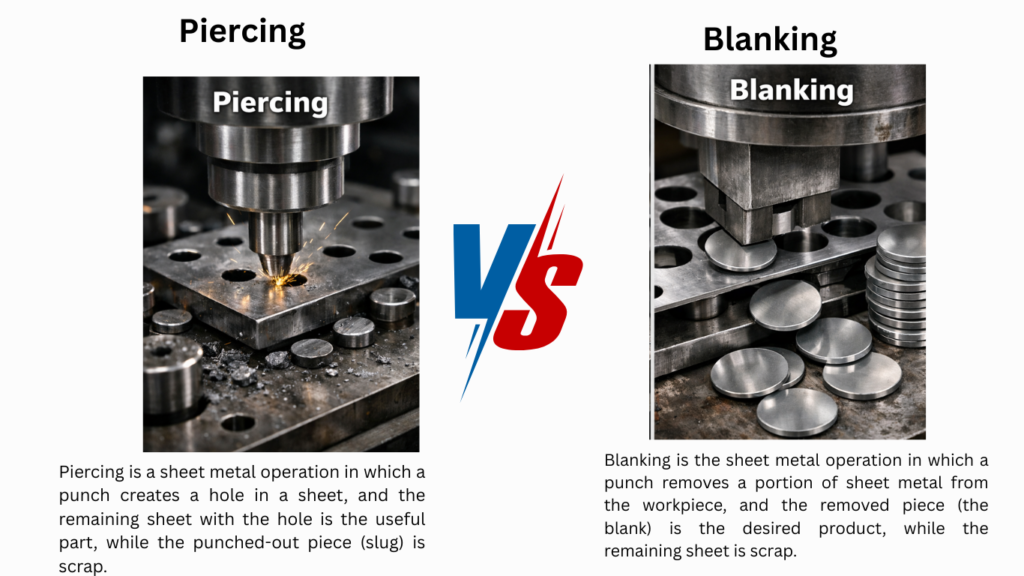
Blanking is the sheet metal operation in which a punch removes a portion of sheet metal from the workpiece, and the removed piece (the blank) is the desired product, while the remaining sheet is scrap.
In short: The removed piece is useful.
1.2 Principle
- A punch presses the sheet against a die opening.
- The sheet is sheared along the die edges.
- The blanked piece is ejected and collected for further processing.
1.3 Components Used
- Punch – Shapes the blank.
- Die – Provides cutting edge and supports sheet.
- Stripper Plate – Holds sheet in position and ejects blank.
1.4 Applications of Blanking
- Automotive parts (brackets, panels)
- Gaskets
- Coin manufacturing
- Appliance components
1.5 Advantages
- Produces accurate, uniform parts
- High production rate
- Suitable for mass production
1.6 Diagram of Blanking
Punch
|
v
__________
| |
| Sheet |
|__________|
^
Die opening
(Removed blank is the product)
2. Piercing
2.1 Definition
Piercing is a sheet metal operation in which a punch creates a hole in a sheet, and the remaining sheet with the hole is the useful part, while the punched-out piece (slug) is scrap.
In short: The remaining sheet is useful.
2.2 Principle
- The punch is forced through the sheet into the die.
- A slug of metal is removed, creating a hole in the sheet.
- The punched sheet is the final product.
2.3 Components Used
- Same as blanking: Punch, die, stripper.
2.4 Applications of Piercing
- Sheet metal panels with holes
- Electrical enclosures
- Perforated sheets
- Decorative panels
2.5 Advantages
- Precise holes
- High-speed production
- Can make multiple holes simultaneously (multi-piercing die)
3. Comparison Between Blanking and Piercing
| Feature | Blanking | Piercing |
|---|---|---|
| Useful part | The piece removed (blank) | The remaining sheet |
| Scrap | Remaining sheet | Removed slug |
| Punch/Die | Similar tools | Similar tools |
| Application | Automotive panels, gaskets, coins | Perforated sheets, enclosures |
| Material flow | Removed portion is finished | Remaining sheet is finished |
| Tolerance | High | High |
4. Shearing Process in Blanking & Piercing
Both operations are types of shearing:
- Material is cut without melting.
- Shear occurs along punch-die interface.
- Clearance between punch and die is critical:
- Too small → Excessive force, tool wear
- Too large → Poor quality edges, burr formation
5. Conclusion
- Blanking: Cut-out piece is the product.
- Piercing: Sheet with holes is the product.
- Both use punch and die, operate at high speed, and are widely used in mass production of sheet metal components.
Other courses:


