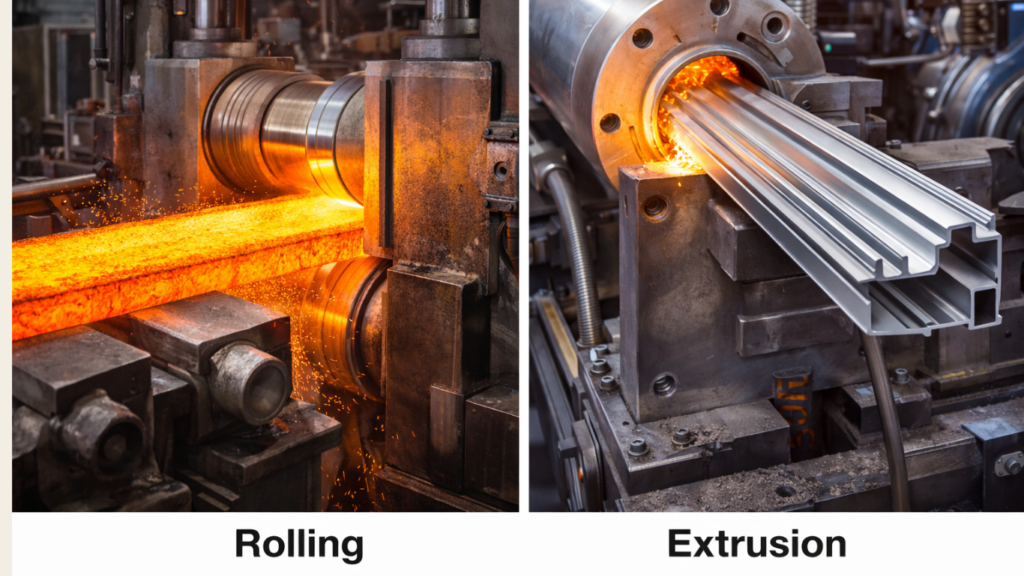
Metal forming processes are used to shape metals into desired sizes and shapes by applying mechanical forces. Among the most common processes are rolling, forging, extrusion, and drawing. Rolling compresses metal between rotating rolls to produce sheets and plates.
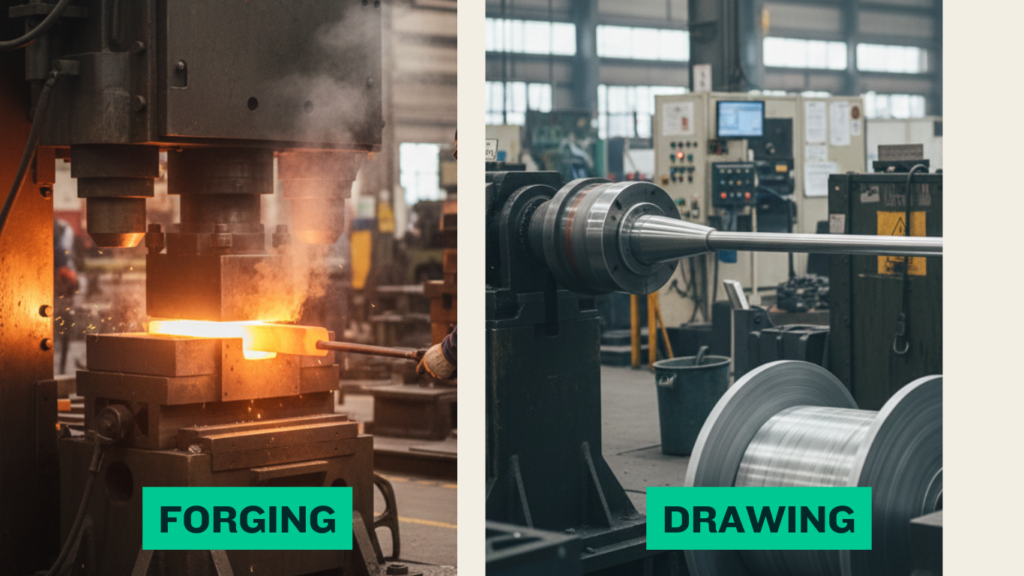
Forging shapes metal using compressive forces to improve strength and toughness. Extrusion forces metal through a die to produce long profiles with uniform cross-section. Drawing pulls metal through a die to reduce cross-section and improve dimensional accuracy and surface finish. Each process has its unique advantages, limitations, and applications in manufacturing.
Here’s a detailed comparison of rolling, forging, extrusion, and drawing, covering principle, force type, temperature, product shape, material, advantages, and limitations. This is very useful for exam or industrial reference.
1. Definition of Each Process
Process
Definition
Rolling
Metal is passed between rotating rolls to reduce thickness or change cross-section.
Forging
Metal is shaped by compressive forces, usually using a hammer or press.
Extrusion
Metal is pushed or pulled through a die to produce long products with uniform cross-section.
Drawing
Metal is pulled through a die to reduce cross-section and increase length, mainly under tensile stress.
2. Type of Force Used
Process
Force Type
Rolling
Compressive (between rolls)
Forging
Compressive (hammer or press)
Extrusion
Compressive (ram pushes metal through die)
Drawing
Tensile (metal is pulled)
3. Temperature of Operation
Process
Cold / Hot
Notes
Rolling
Hot or Cold
Hot rolling above recrystallization; cold rolling below it
Forging
Hot, Warm, or Cold
Hot forging for steels, cold forging for softer metals
Extrusion
Hot, Warm, or Cold
Hot extrusion for steel, cold extrusion for aluminum, lead, copper
Drawing
Mostly Cold
Cold drawing preferred; hot drawing for difficult materials
4. Material Form
Process
Typical Material Form
Rolling
Slabs, plates, sheets, ingots
Forging
Billets, ingots, bars
Extrusion
Billets, rods, powders (for metal)
Drawing
Rods, wires, tubes, sheets
5. Product Shapes Produced
Process
Shapes
Rolling
Plates, sheets, strips, rails, beams
Forging
Shafts, gears, hand tools, automotive parts
Extrusion
Rods, tubes, bars, profiles, channels
Drawing
Wires, rods, bars, tubes, cups (sheet metal drawing)
6. Mechanism of Metal Flow
Process
Metal Flow
Rolling
Metal is compressed and flows in rolling direction
Forging
Metal flows to fill die cavity
Extrusion
Metal flows through die opening, same or opposite direction of ram
Drawing
Metal flows along die axis, pulled under tensile stress
7. Dimensional Accuracy & Surface Finish
Process
Accuracy
Surface Finish
Rolling
Moderate
Good (cold rolling better)
Forging
Moderate
Fair to good
Extrusion
High
Good (hot extrusion moderate, cold extrusion excellent)
Drawing
Very High
Excellent
8. Reduction per Pass / Deformation
Process
Reduction Type
Rolling
Large reduction possible, in multiple passes
Forging
Limited by hammer / press capacity; complex shapes
Extrusion
Large reduction ratio possible (up to 8–10 for hot extrusion)
Drawing
Limited reduction per pass; multiple passes with annealing needed
9. Mechanical Property Effects
Process
Effects
Rolling
Improves grain structure, increases strength in rolling direction
Forging
Enhances strength, toughness, and fatigue resistance due to directional grain flow