
Deep drawing is a sheet metal forming process in which a flat metal blank is drawn into a die cavity by a punch to form hollow or cup-shaped components.
The process involves significant plastic deformation without tearing and is widely used to manufacture containers, cans, automobile parts, and kitchen utensils.
In this article:
- Drawing Process in Sheet Metal (Deep Drawing)
- 1. Definition
- 2. Principle of Sheet Metal Drawing
- 3. Drawing Setup and Components
- 4. Working Steps of Sheet Metal Drawing
- 5. Important Drawing Parameters
- 6. Types of Sheet Metal Drawing
- 7. Materials Used
- 8. Lubrication in Sheet Metal Drawing
- 9. Defects in Sheet Metal Drawing
- 10. Advantages of Sheet Metal Drawing
- 11. Limitations
- 12. Applications
- 13. Comparison with Other Sheet Metal Processes
- 14. Summary
Drawing Process in Sheet Metal (Deep Drawing)
1. Definition
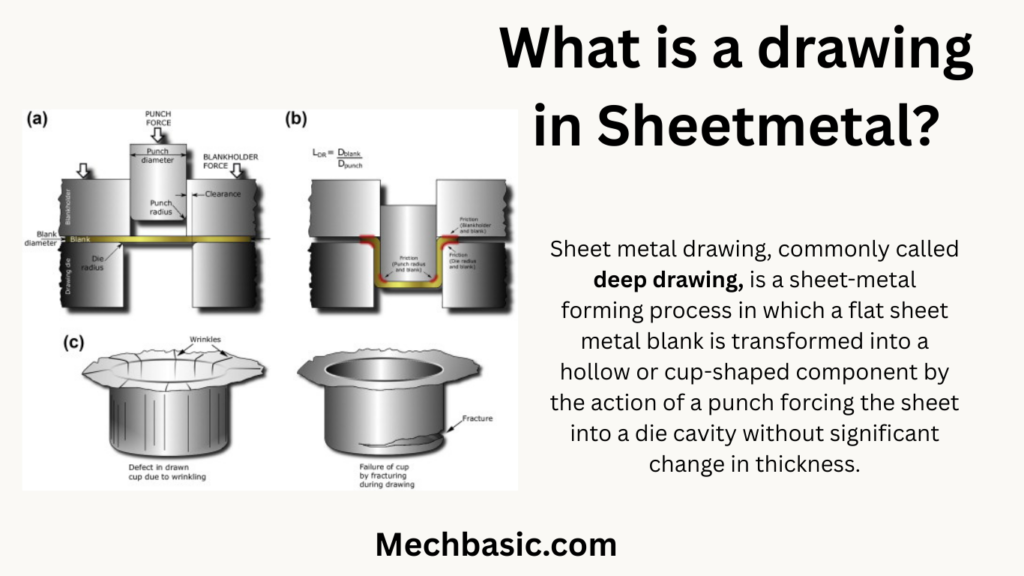
Sheet metal drawing, commonly called deep drawing, is a sheet-metal forming process in which a flat sheet metal blank is transformed into a hollow or cup-shaped component by the action of a punch forcing the sheet into a die cavity without significant change in thickness.
It is widely used in mass production industries.
2. Principle of Sheet Metal Drawing
- A flat blank is placed over the die opening.
- A blank holder holds the sheet to prevent wrinkling.
- A punch pushes the sheet into the die cavity.
- Metal flows radially inward and plastically deforms to form a hollow shape.
- Material is mainly subjected to tensile and compressive stresses.
3. Drawing Setup and Components
Main Components
- Blank
- Flat sheet metal cut to required size.
- Punch
- Pushes the sheet into the die.
- Shape defines the internal geometry.
- Die
- Has a cavity defining the outer shape.
- Blank Holder (Pressure Pad)
- Prevents wrinkling of flange.
- Drawing Press
- Mechanical or hydraulic press.
4. Working Steps of Sheet Metal Drawing
- Blank Preparation
- Blank is cut to correct size.
- Edges are cleaned and lubricated.
- Positioning
- Blank placed over die opening.
- Blank Holding
- Blank holder applies pressure to control metal flow.
- Drawing Operation
- Punch moves downward.
- Sheet flows into die cavity.
- Component Removal
- Drawn component is ejected.
5. Important Drawing Parameters
5.1 Drawing Ratio (DR)
- D = Blank diameter
- d = Punch diameter
- Maximum safe drawing ratio ≈ 2.0–2.2 (for steel)
5.2 Clearance
- Clearance between punch and die ≈ 1.1 to 1.2 × sheet thickness
5.3 Blank Holder Force
- Too low → Wrinkling
- Too high → Tearing
6. Types of Sheet Metal Drawing
6.1 Shallow Drawing
- Depth < radius of blank
- Example: Lids, trays
6.2 Deep Drawing
- Depth > radius
- Example: Cups, cans
6.3 Redrawing
- Further reduction of diameter after first draw.
6.4 Reverse Drawing
- Redrawing in opposite direction.
6.5 Progressive Drawing
- Multiple drawing operations in one press stroke.
7. Materials Used
- Low carbon steel
- Aluminum and its alloys
- Brass and copper
- Stainless steel
8. Lubrication in Sheet Metal Drawing
- Reduces friction and tool wear
- Improves surface finish
Common Lubricants
- Oils
- Greases
- Soaps
- Graphite
9. Defects in Sheet Metal Drawing
| Defect | Cause |
|---|---|
| Wrinkling | Low blank holder force |
| Tearing | Excessive force |
| Earing | Material anisotropy |
| Surface scratches | Poor lubrication |
| Thinning | Excessive draw |
10. Advantages of Sheet Metal Drawing
- High material utilization
- Smooth surface finish
- Good dimensional accuracy
- High production rate
- Suitable for mass production
11. Limitations
- High tooling cost
- Limited drawing ratio
- Requires careful control
- Not suitable for brittle materials
12. Applications
- Beverage cans
- Kitchen utensils
- Automotive fuel tanks
- Cartridge cases
- Cylindrical containers
13. Comparison with Other Sheet Metal Processes
| Process | Shape |
|---|---|
| Drawing | Hollow |
| Bending | Angular |
| Stretch forming | Large curves |
| Spinning | Axisymmetric parts |
14. Summary
The sheet metal drawing process is a fundamental manufacturing operation for producing hollow, seamless components with high accuracy and surface finish. Proper control of blank holder force, lubrication, and drawing ratio ensures defect-free production.
Other courses:


