
Direct extrusion, also known as forward extrusion, is a metal forming process in which a heated or cold billet is forced through a stationary die by a ram, and the metal flows in the same direction as the ram movement.
It is commonly used to produce long components with uniform cross-section, such as rods, tubes, and channels.
In this article:
- Direct Extrusion Process (Forward Extrusion)
- 1. Definition
- 2. Principle of Direct Extrusion
- 3. Direct Extrusion Setup and Components
- 4. Working Steps of Direct Extrusion
- 5. Temperature Conditions
- 6. Materials Used
- 7. Forces in Direct Extrusion
- 8. Lubrication in Direct Extrusion
- 9. Defects in Direct Extrusion
- 10. Advantages of Direct Extrusion
- 11. Limitations
- 12. Applications of Direct Extrusion
- 13. Comparison with Indirect Extrusion
- 14. Summary
Direct Extrusion Process (Forward Extrusion)
1. Definition
Direct extrusion, also known as forward extrusion, is a metal forming process in which a heated or cold billet is placed in a container and pushed by a ram so that the metal flows in the same direction as the ram movement through a stationary die, producing a product with a constant cross-section.
It is the most commonly used extrusion process in manufacturing.
2. Principle of Direct Extrusion
- A compressive force is applied on the billet by the ram.
- The billet is forced to plastically deform and flow through the die.
- The die opening shape determines the cross-section of the extrudate.
- Due to relative motion between billet and container, high friction is developed.
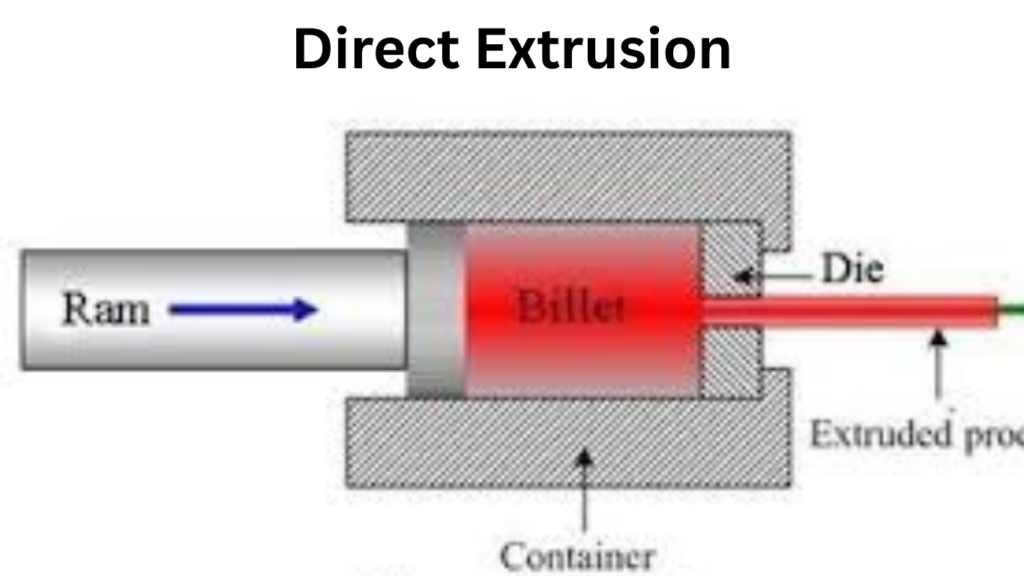
3. Direct Extrusion Setup and Components
Main Components
- Billet (metal blank)
- Container
- Ram / Plunger
- Die
- Dummy block
- Extrusion press (hydraulic or mechanical)
- Heating system (for hot extrusion)
4. Working Steps of Direct Extrusion
- Billet Preparation
- Billet is cast, homogenized, cleaned, and lubricated.
- Billet Heating (for hot extrusion)
- Heated above recrystallization temperature.
- Example:
- Aluminum: 400–500 °C
- Copper: 700–900 °C
- Loading
- Billet is placed into the container.
- Dummy block placed between ram and billet.
- Extrusion
- Ram moves forward.
- Metal flows in the same direction as ram through the die.
- Product Exit
- Continuous extruded product emerges.
- Discard Formation
- A small unextruded portion remains at the end (called butt or discard).
- Cooling and Cutting
- Extrudate is cooled and cut to length.
5. Temperature Conditions
Direct extrusion can be:
- Hot direct extrusion (most common)
- Warm direct extrusion
- Cold direct extrusion
6. Materials Used
- Aluminum and aluminum alloys
- Copper and brass
- Magnesium alloys
- Steel (hot extrusion only)
- Lead and tin
7. Forces in Direct Extrusion
- Highest at the beginning of extrusion
- Decreases as billet length reduces
- High force due to:
- Billet–container friction
- Metal deformation
8. Lubrication in Direct Extrusion
| Material | Lubricant |
|---|---|
| Aluminum | Glass, graphite |
| Steel | Molten glass |
| Copper | Graphite |
Lubrication:
- Reduces friction
- Improves surface finish
- Increases die life
9. Defects in Direct Extrusion
| Defect | Cause |
|---|---|
| Pipe (tail pipe) | Oxide layer entrapment |
| Surface cracking | Excessive temperature |
| Die lines | Die wear |
| Internal cracks | High speed or temp |
| Butt formation | End of billet |
10. Advantages of Direct Extrusion
- Simple tooling and operation
- Suitable for complex cross-sections
- Wide range of materials
- Continuous production
- High productivity
11. Limitations
- High friction and extrusion force
- Tool wear
- Material wastage (discard)
- Less efficient than indirect extrusion
12. Applications of Direct Extrusion
- Aluminum profiles
- Rods and bars
- Channels and angles
- Tubes and pipes
- Heat sinks
- Structural components
13. Comparison with Indirect Extrusion
| Feature | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Metal flow | Same as ram | Opposite to ram |
| Friction | High | Low |
| Force | High | Lower |
| Product length | Long | Limited |
14. Summary
Direct extrusion is the most widely used extrusion process due to its simple setup, flexibility, and ability to produce complex profiles. Although it requires higher force due to friction, its advantages in productivity and material versatility make it indispensable in manufacturing industries.
Other courses:


