
Sand casting is one of the oldest and most widely used metal casting processes. It is valued for its simplicity, low cost, and ability to produce complex shapes in a wide range of metals and sizes—from small components to large machine parts.
In this article:
Below is a detailed explanation covering all important aspects.
Sand Casting
Sand casting is one of the oldest and most widely used metal casting processes. In this method, a mold is formed from a mixture of sand and a binding material, with a cavity shaped like the desired part. Molten metal is poured into the cavity, allowed to cool and solidify, and then the sand mold is broken away to reveal the finished casting. Sand casting is valued for its low cost, flexibility, and ability to produce both simple and complex shapes in a wide range of metals.
1. Definition of Sand Casting
Sand casting is a metal casting process in which molten metal is poured into a sand mold, allowed to solidify, and then the mold is broken to remove the casting.
The mold is made from specially prepared sand, which can withstand high temperatures and allow gases to escape during solidification.
2. Materials Used
a) Pattern
A pattern is a replica of the final casting, slightly oversized to account for shrinkage and machining.
Pattern materials:
- Wood
- Metal (aluminum, brass)
- Plastic
- Wax (in special cases)
Pattern allowances:
- Shrinkage allowance
- Machining allowance
- Draft allowance
- Distortion allowance
- Rapping allowance
b) Molding Sand
Molding sand is a mixture of:
- Silica sand – provides refractoriness
- Binder (clay) – provides strength
- Moisture – activates the binder
- Additives – improve surface finish and strength
Types of sand:
- Green sand
- Dry sand
- Core sand
- Facing sand
- Backing sand
c) Core
Cores are used to create internal cavities in castings.
- Made from sand mixed with binders
- Placed inside the mold before pouring
3. Sand Casting Process (Step-by-Step)
Step 1: Pattern Making
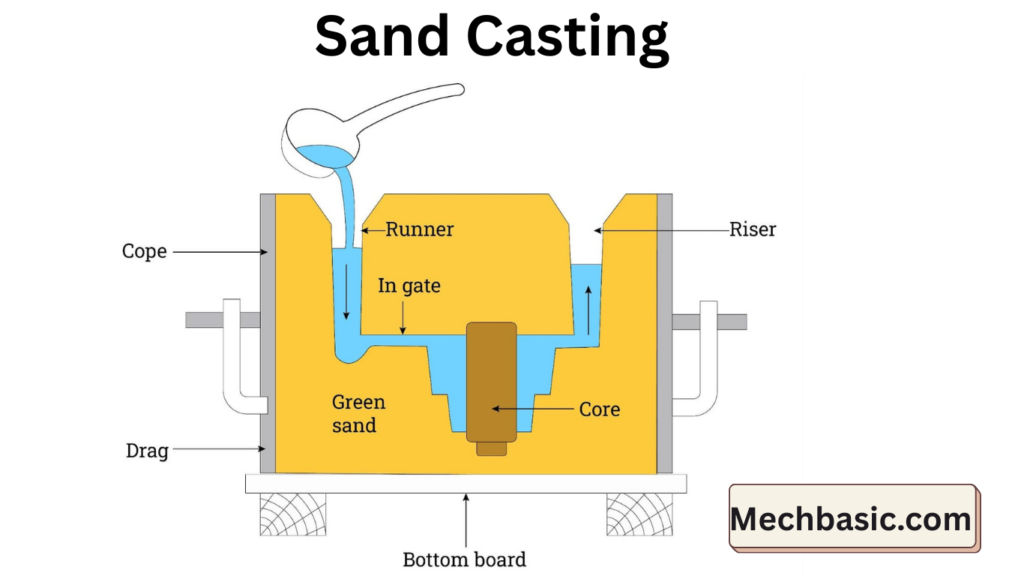
- Pattern is placed in a molding box (flask)
- Flask consists of cope (top) and drag (bottom)
Step 2: Mold Preparation
- Sand is packed around the pattern
- Pattern is removed carefully, leaving a cavity
- Gating system is created:
- Pouring basin
- Sprue
- Runner
- Gate
- Riser is added to compensate for shrinkage
Step 3: Core Placement
- If internal cavities are required, cores are placed in position
Step 4: Pouring of Molten Metal
- Molten metal is poured into the mold through the sprue
- Metal flows through runners and gates into the cavity
Step 5: Cooling and Solidification
- Metal cools and solidifies
- Risers feed molten metal to prevent shrinkage defects
Step 6: Shakeout
- After solidification, the sand mold is broken
- Casting is removed
Step 7: Fettling and Finishing
- Removal of gates, runners, and risers
- Cleaning, grinding, and heat treatment if required
4. Metals Used in Sand Casting
- Cast iron
- Steel
- Aluminum alloys
- Copper alloys (bronze, brass)
- Magnesium alloys
5. Advantages of Sand Casting
- Low tooling cost
- Suitable for large and heavy castings
- Can cast almost all metals
- Flexible design changes
- Simple equipment required
6. Disadvantages of Sand Casting
- Poor surface finish compared to other methods
- Lower dimensional accuracy
- High labor requirement
- Mold is destroyed after each casting
- Slower production rate
7. Defects in Sand Casting
- Blowholes
- Shrinkage cavities
- Misrun
- Cold shut
- Sand inclusion
- Hot tears
8. Applications of Sand Casting
- Engine blocks
- Cylinder heads
- Pump housings
- Machine tool bases
- Valves and fittings
- Agricultural machinery parts
9. Comparison with Other Casting Processes
| Feature | Sand Casting | Die Casting |
|---|---|---|
| Mold | Sand (expendable) | Metal (permanent) |
| Cost | Low | High |
| Accuracy | Low | High |
| Production rate | Low | High |
| Metal types | Almost all | Non-ferrous mainly |
Other courses:


