
A core is a sand insert placed inside a mould to create internal cavities or hollow sections in a casting. The main types of cores are green sand core, dry sand core, loam core, shell core, and CO₂ core.
This is a foundry / casting fundamentals question and is very common in manufacturing exams and viva. I’ll explain what a core is, why it is used, and then go through the types of cores in detail, with functions, examples, and advantages.
Core in Casting – Definition and Types
1. What is a Core?
A core is a separate moulded sand insert placed inside a mould cavity to produce internal cavities, holes, and hollow sections in a casting which cannot be made by the pattern alone.
Key Functions of a Core
- Forms internal shapes (holes, passages)
- Reduces weight of casting
- Saves material
- Improves functional design (e.g., water jackets in engine blocks)
2. Core Materials
Cores are usually made of:
- Silica sand
- Core binders (clay, resins, oils)
- Additives for strength and collapsibility
They are hardened by:
- Baking (dry cores)
- Chemical setting
- Gas hardening (CO₂ process)
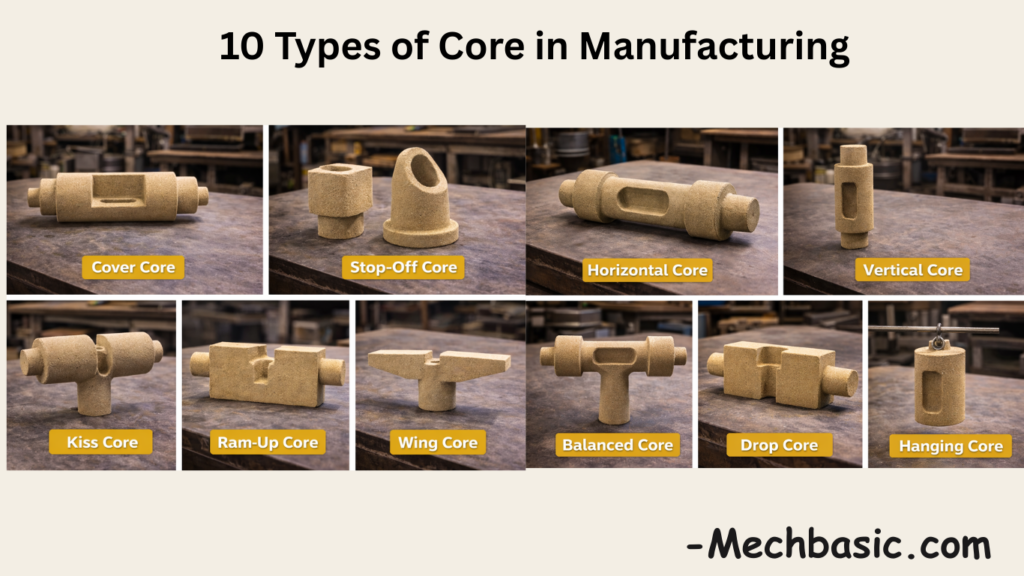
3. Types of Cores (Based on Position & Use)
3.1 Horizontal Core
Description
- Placed horizontally inside the mould cavity
- Supported by core prints on both sides
Application
- Horizontal holes in castings
- Pipes, cylinders
Advantage
- Simple design
- Easy placement
3.2 Vertical Core
Description
- Positioned vertically
- Supported at the bottom by core print
Application
- Vertical holes
- Gear blanks, bushings
3.3 Balanced Core
Description
- Supported by two opposite core prints
- Weight is evenly distributed
Advantage
- Prevents core displacement
- Ensures accuracy
3.4 Drop Core
Description
- Inserted into the mould cavity after the mould is made
- Does not rely on core prints
Application
- Irregular internal cavities
- Complex castings
3.5 Hanging Core
Description
- Suspended from the top of mould
- Supported by chaplets
Application
- Long vertical cavities
Limitation
- Risk of misalignment if not properly supported
3.6 Cover Core
Description
- Placed over the mould cavity
- Forms recesses or pockets
Application
- Open-top cavities
3.7 Stop-Off Core
Description
- Used to block molten metal flow in selected areas
Application
- Producing hollow sections partially
3.8 Ram-Up Core
Description
- Core is rammed in position during mould making
Advantage
- Strong bonding with mould
3.9 Kiss Core
Description
- A core that just touches mould surfaces
- Minimal core prints required
Application
- Thin internal sections
Limitation
- Risk of metal penetration
3.10 Wing Core
Description
- Has extended wings to form complex internal passages
Application
- Engine blocks
- Pump housings
4. Special Types of Cores (Based on Manufacture)
(A) Green Sand Core
- Used without baking
- Low strength
- Simple castings
(B) Dry Sand Core
- Baked for strength
- Better dimensional accuracy
(C) Shell Core
- Made by shell moulding
- High precision, smooth finish
5. Core Prints
What are Core Prints?
- Projections on pattern
- Provide support and location for cores
Importance
- Prevent core movement
- Ensure dimensional accuracy
6. Core Defects (Brief)
- Core shift
- Gas defects
- Broken core
- Metal penetration
Summary Table
| Core Type | Position | Application |
|---|---|---|
| Horizontal | Horizontal | Pipes, cylinders |
| Vertical | Vertical | Bushings |
| Balanced | Supported both sides | Accurate holes |
| Hanging | Suspended | Deep cavities |
| Drop | Inserted later | Complex shapes |
| Kiss | Touching mould | Thin sections |
| Wing | Extended | Engine blocks |
Other courses:


